Specificaties en methoden voor de installatie van profielbuizen

Modern bouwmateriaal is een profielpijp, die ons de metallurgische industrie biedt. De productie van transportbuizen van kernbuizen begon halverwege de vorige eeuw, maar pas nu is het gebruik van dergelijk materiaal relevant geworden in de bouw.


Speciale functies
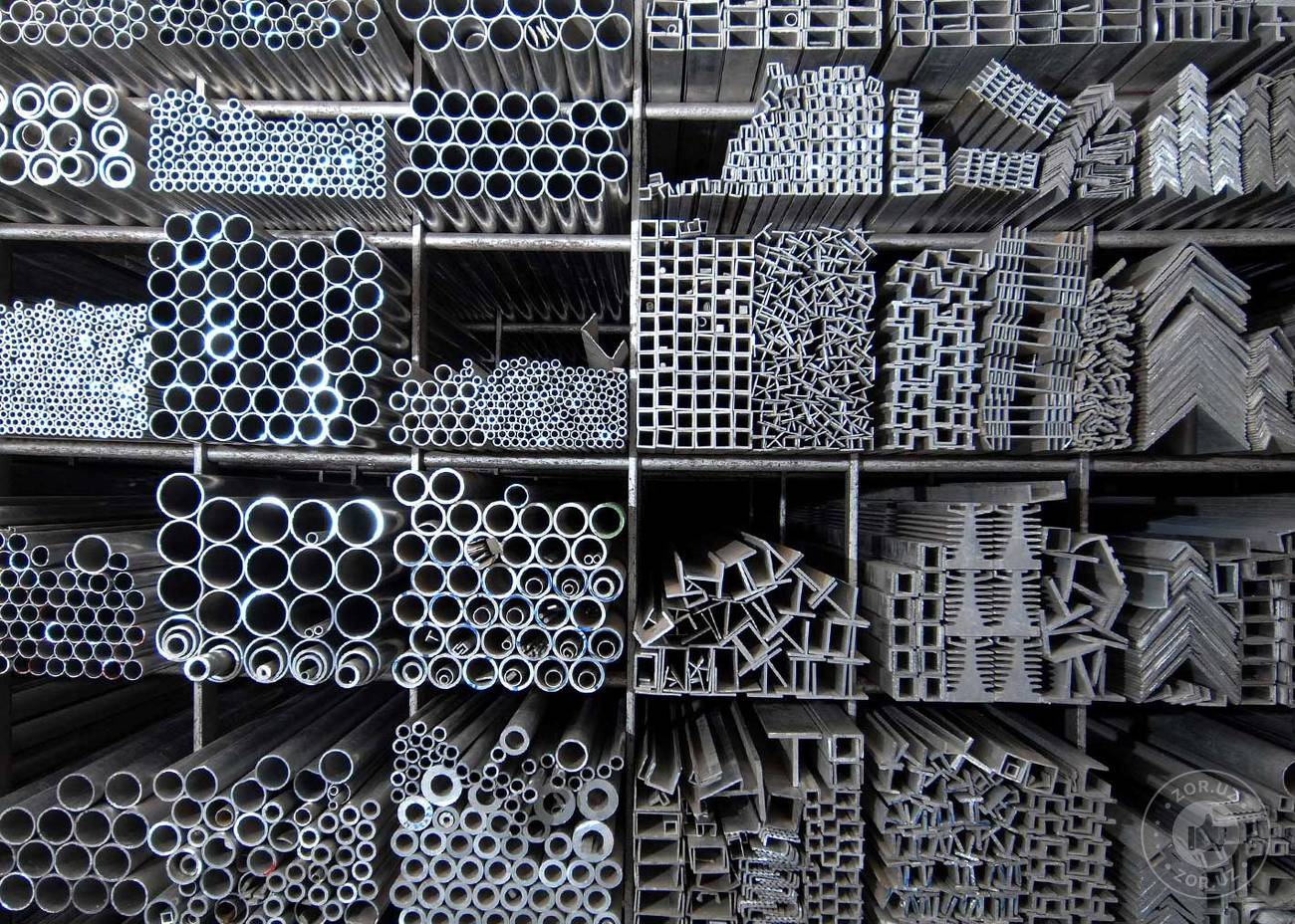
Lege buizen van het staaftype kunnen verschillende secties hebben, bijvoorbeeld vierkant en zelfs ovaal. Ze zijn gemaakt van verschillende materialen.
Het kan zijn:
- roestvrij staal;
- koolstofstaal;
- laag gelegeerd staal;
- plastic.
Wat betreft het productieproces van dergelijke buizen, bestaat het uit het veranderen van ronde secties naar de vereiste vorm: vierkant, ovaal of rechthoekig.Bij de productie van gebruikte strip, wat een soort stuk metaal is, of een materiaal dat later zal worden gebruikt voor de productie. En zo verwerft de pijp die reeds in afgewerkte vorm is met behulp van gespecialiseerde apparatuur de noodzakelijke vorm van de sectie.
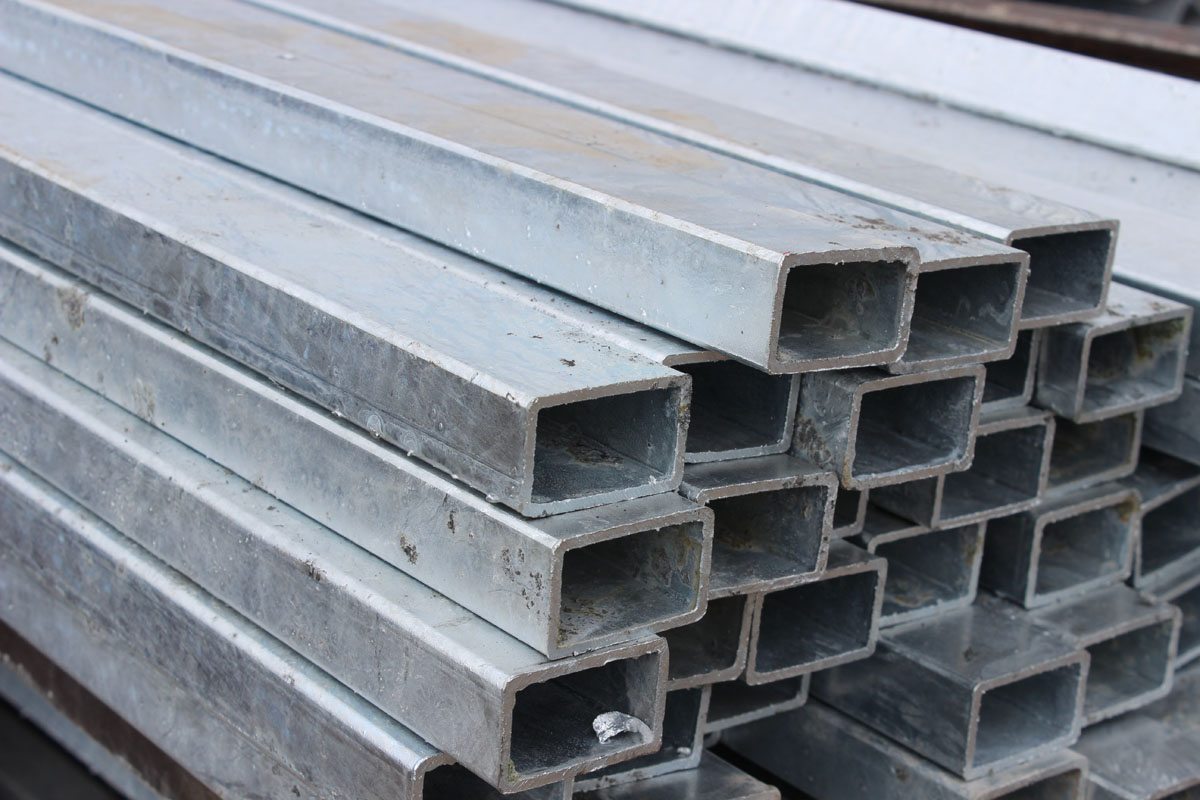

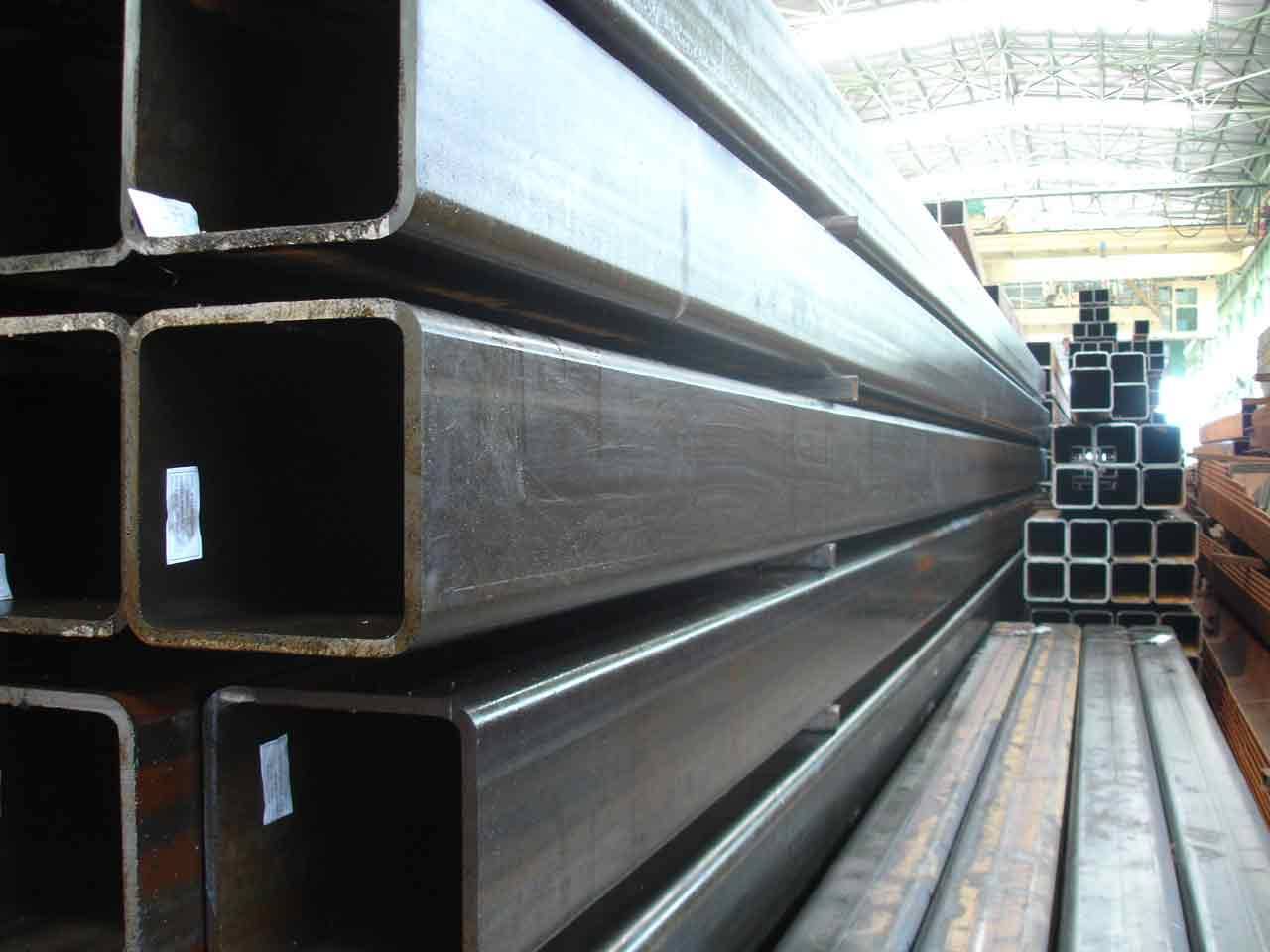
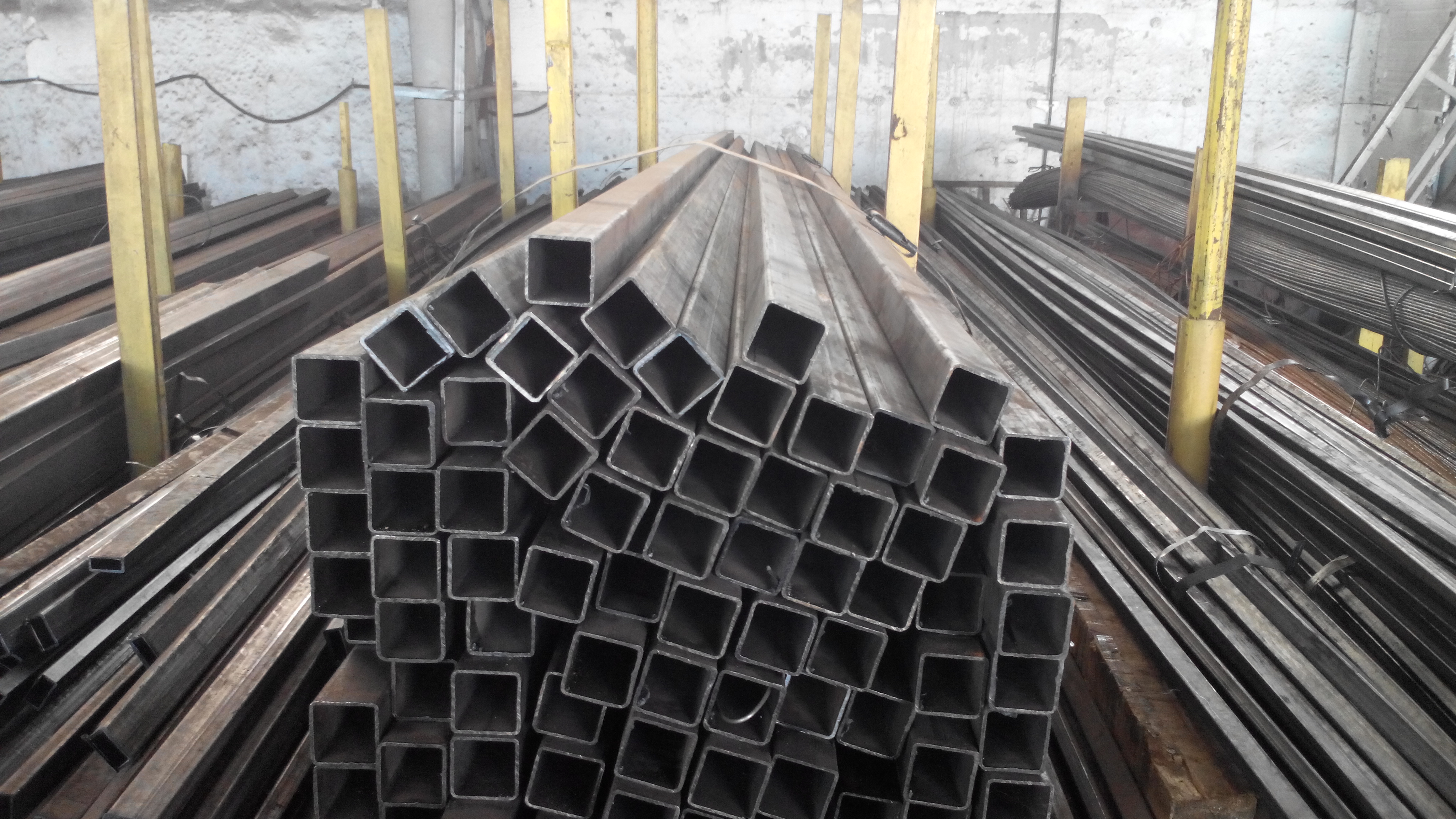
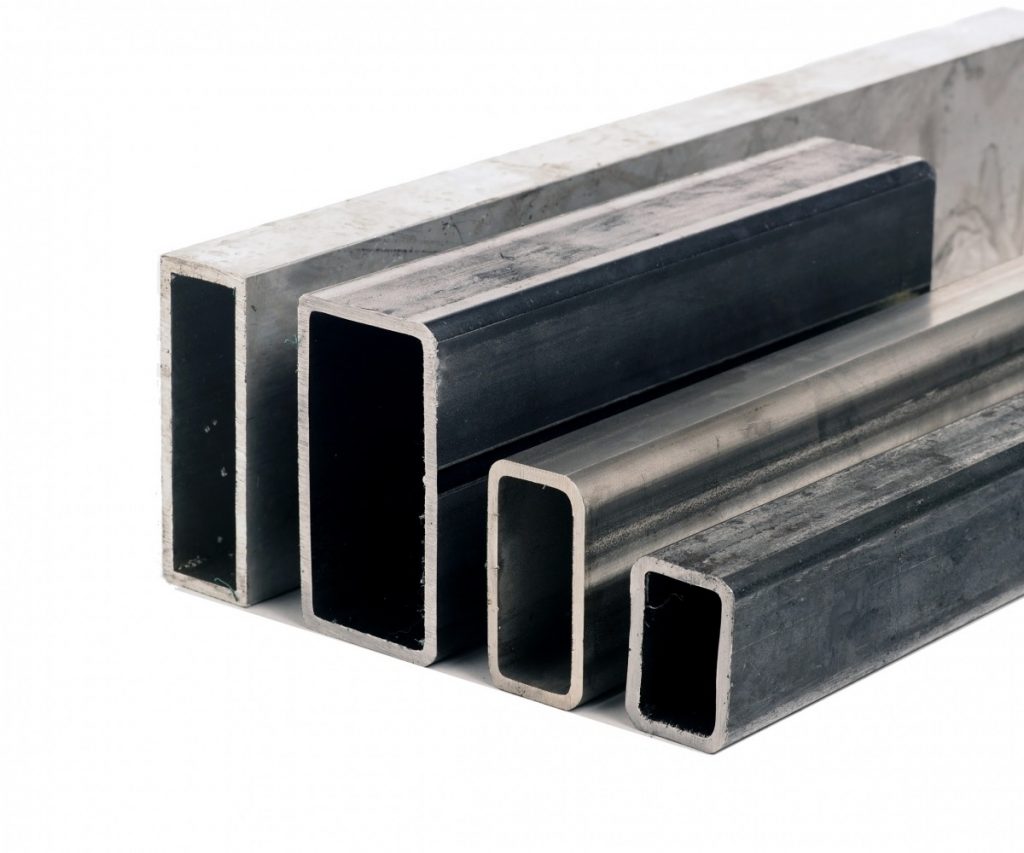
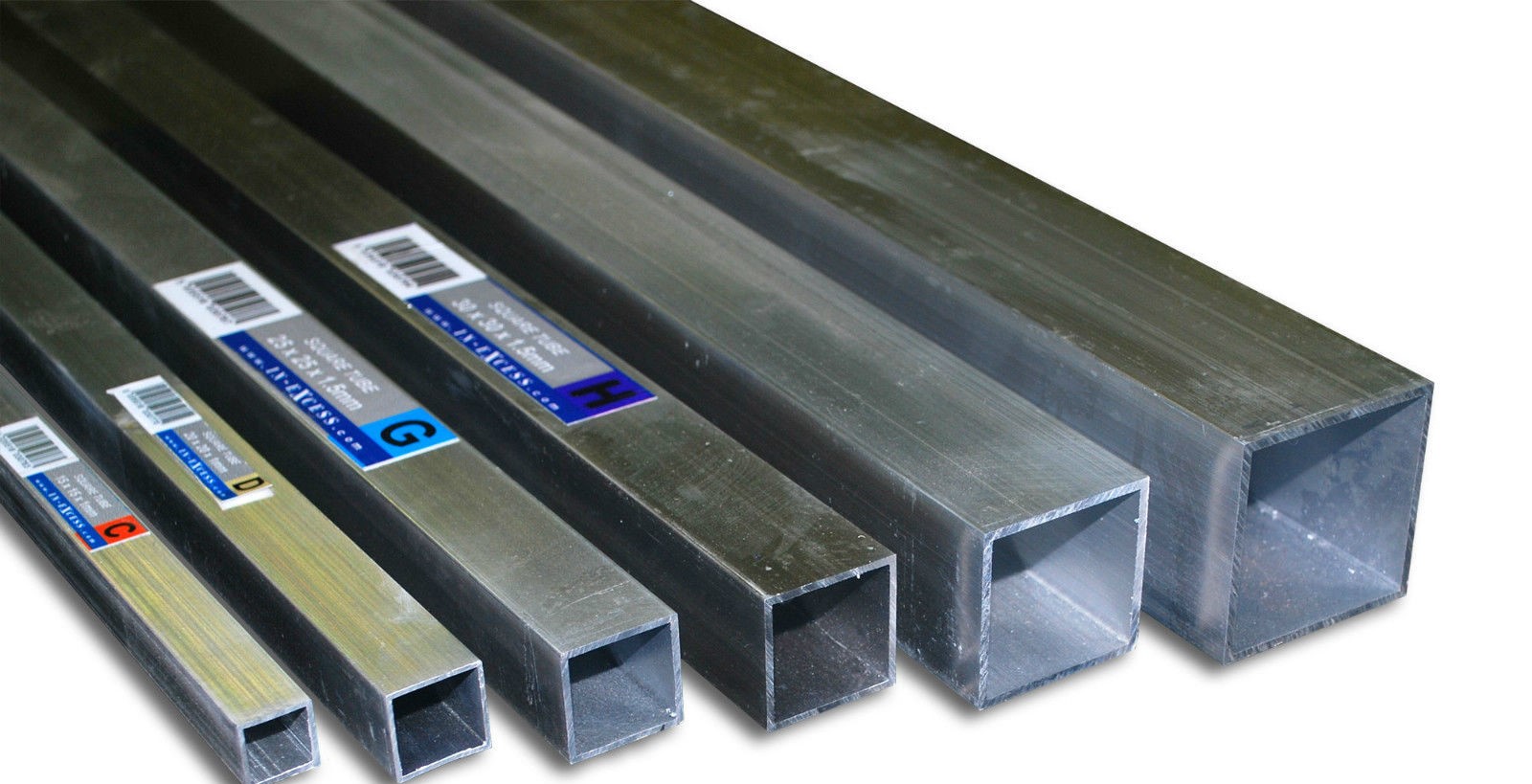
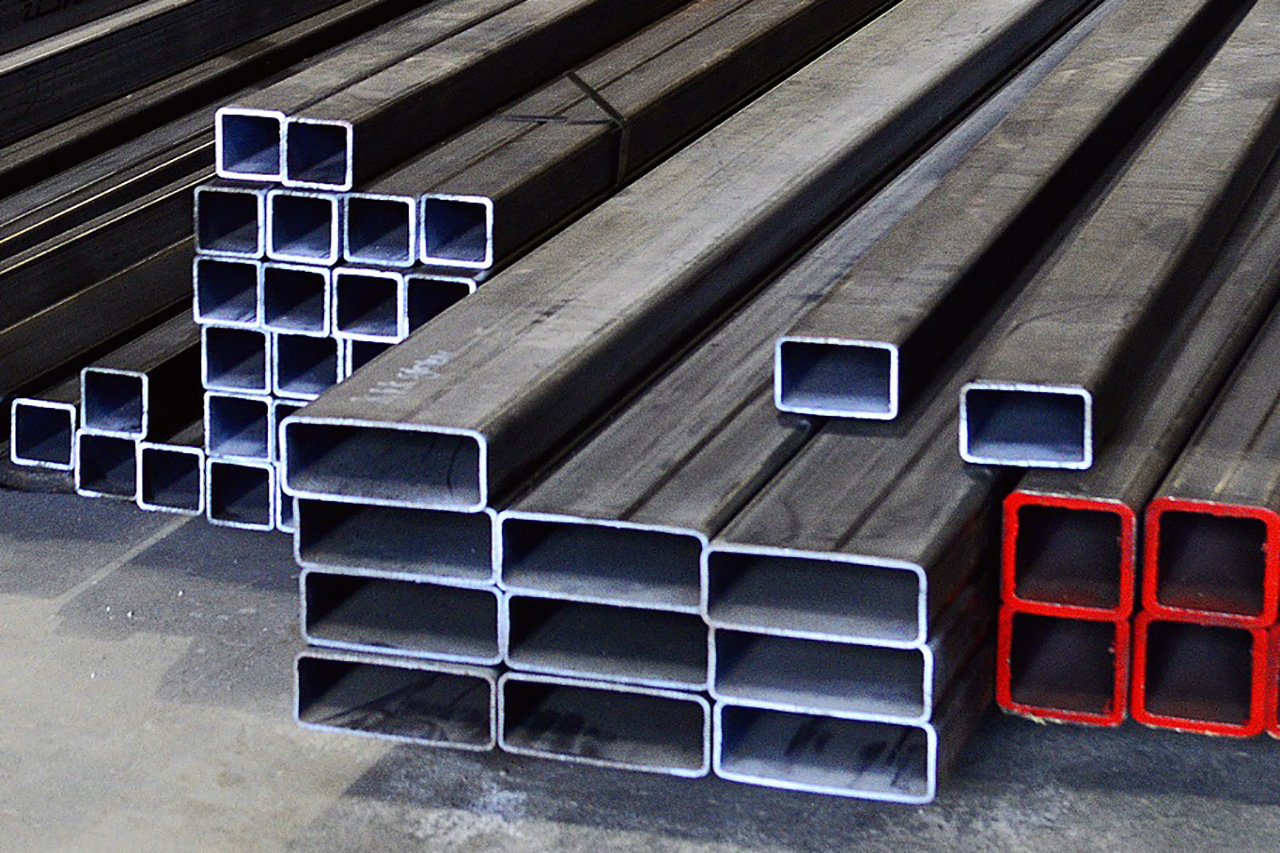
De geprofileerde buis kan van aluminium, metaal, gegalvaniseerd zijn. Bovendien is het uiterlijk anders - het kan vierkant, rechthoekig zijn, inclusief dikwandig en dunwandig. Profielweergave heeft een gevarieerd gedeelte. Het minimumgedeelte van de profielpijp is 1x1 cm, maar de maximale grootte van het profiel kan 50x40 cm bereiken. Wat de dikte van dit product betreft, kan deze van 1 mm zijn en 2,2 cm bereiken. Deze typen zijn bestand tegen de maximale belasting, aangezien het vlakke oppervlak gelijk is verdeelt het naar het segment. Het gewicht van een dergelijk product is klein vanwege het feit dat de buis in het midden leeg is. Aldus wordt het gefabriceerde ontwerp aanzienlijk lichter gemaakt.

Geprofileerde leidingen worden gebruikt:
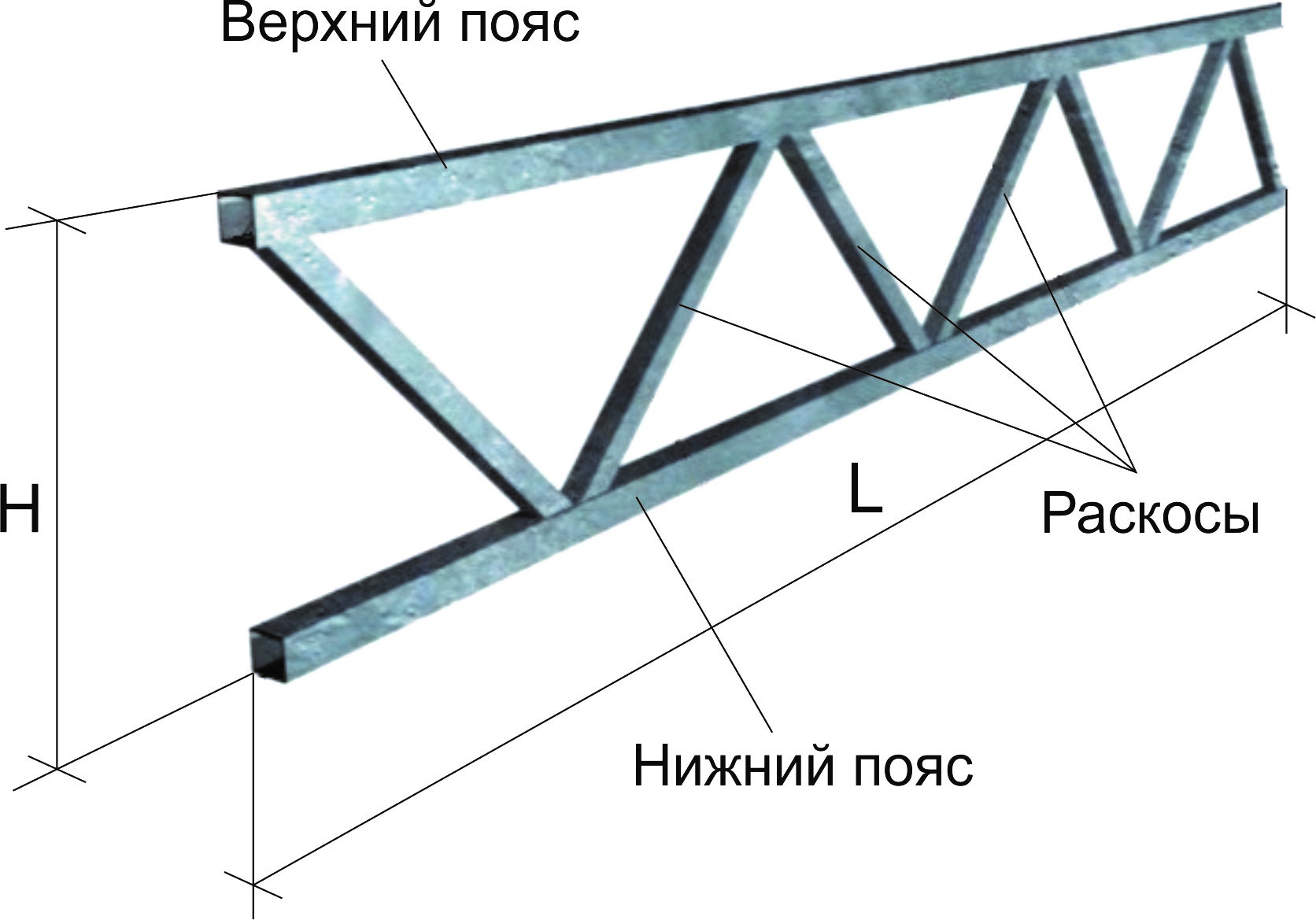
- voor de organisatie van het kader voor toekomstige bouw;
- voor het rangschikken van platforms en grote stadions;
- voor de constructie en reconstructie van bogen en bruggen;
- voor de constructie van overspanningen op boerensites;
- als basis voor reclameborden;
- voor de constructie van mansards of lage gebouwen;
- voor de bouw van scheidingswanden of gebouwen voor industrieel gebruik.



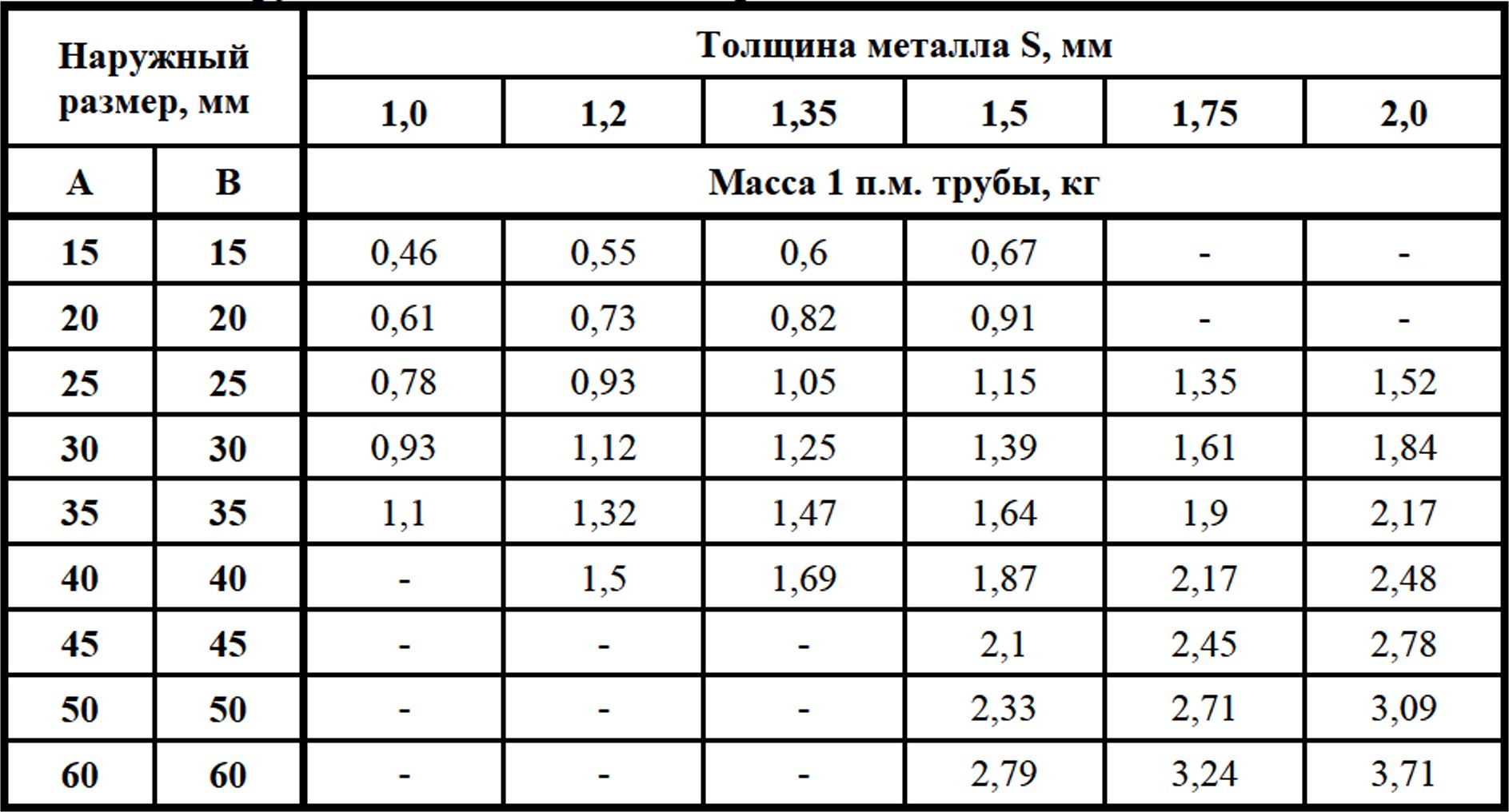
Heel belangrijk in het werk van de massa materiaal. Om te begrijpen hoeveel de pijp weegt en of deze geschikt is voor het vereiste werk, wordt u geholpen door een tafel die de fabrikant aan elk pijpmerk vastmaakt. Op basis van haar gegevens kunt u bepalen of deze thuis kan buigen. Opgemerkt moet worden dat dit materiaal is basic in sommige bouwwerken en in structuren. Het kan worden gebruikt om het kader van de overlapping van een magazijngebouw te organiseren. Zorg dus voor een betrouwbaar en redelijk betaalbaar ontwerp.
Als steigers zijn ontworpen met profielpijpen, dan kunt u gemakkelijk naar de gevel van een gebouw gaan voor reparatie of tegenover werk.


Omdat buizen van dit type in korte tijd eenvoudig kunnen worden aangesloten, kunt u bij het gebruik ervan een torenkraan installeren en hoeft u geen zware machines te gebruiken.
Wat betreft de kenmerken van dit materiaal, waaronder zijn de volgende:
- het gebruik van deze buizen is een economische optie, omdat de bouw van grote gebouwen weinig materiaal vereist;
- de snelheid van installatie en de lichtheid ervan zijn een belangrijk voordeel, waardoor u in korte tijd een omvangrijk gebouw kunt bouwen;
- bij de vervaardiging van pijpen van het type gebruikte corrosiewerende behandeling, die volledig geschikt is voor sanitaire en hygiënische normen;
- Een ander kenmerk van de structuren van de profielpijp is de vervanging van een van de volledige constructie, omdat in dergelijk werk het niet nodig is om het te demonteren naar het beschadigde gedeelte, en het volstaat om de oude pijp te verwijderen en een nieuwe op dezelfde plaats te installeren;



- het transportgemak wordt gerechtvaardigd door het feit dat de buizen vierkant of rechthoekig van vorm zijn en dus stevig in één positie zijn bevestigd;
- dergelijke buizen zijn bestand tegen hoge belastingen en buigen;
- hun gebruik maakt het mogelijk om structuren van elk type complexiteit te ontwerpen.



Vanwege het feit dat de leidingen van het profieltype dergelijke kenmerken hebbendie veel beter zijn dan de opties met een rond gedeelte, ze werden populair en werden relevant voor gebruik in verschillende doeleinden. Maar velen beschouwen als een nadeel de hoge kosten van een dergelijk product en de lage mate van weerstand tegen corrosie.
types
Het is moeilijker om proftruby te maken, dan opties met een rond gedeelte. Het productieproces vindt in dit geval in verschillende fasen plaats. In de eerste fase koopt de fabriek een halffabrikaat, namelijk metalen tapes met een dikte die de dikte van de wanden van de afgewerkte profielpijp zal zijn. Vervolgens wordt de tape afgewikkeld, produceert in de lengte snijden, rechttrekken, snijdt de uiteinden van de strips af, voert laswerk uit en plaatst deze op de opslagapparatuur. Op deze apparatuur wordt een pijp met een ronde doorsnede vervaardigd en vervolgens in een gietmachine geïnstalleerd. Deze machine voert voorbereidend lassen van pijpsecties uit en lanceert apparatuur die temperatuurverwerking uitvoert en vormt een profielsectie van een ronde buis.
Na voltooiing van de productie wordt het product gecontroleerd op naleving van de GOST-normen. Voor een dergelijke test wordt foutdetectie uitgevoerd,inspecteer het product visueel en controleer de conformiteit van de maten. In het laatste stadium worden de geproduceerde buizen in bepaalde stukken gesneden en verpakt.
Het productieproces kan verschillen, omdat de buizen naadloos kunnen zijn, warmgewalst en koudgewalst. Bovendien kan zelfs de technologie voor het maken van materialen met een profielsectie anders zijn.
Soorten buizen:
- Naadloos heet. Deze optie heeft een hoge weerstand tegen corrosie.
- Profiel koudgewalst. Ontworpen om bestand te zijn tegen grote en normale druk. Bovendien heeft een dergelijk product een uitstekende indicator voor dichtheid.
- Gelast met een profieltype sectie. Dit type heeft een goede indicator voor de dichtheid en is ontworpen voor langdurig gebruik.
Als we het hebben over de toepassingsgebieden van dergelijke leidingen, dan kunnen die die tot de standaardvariëteit behoren, worden gebruikt om pijpleidingen te geleiden, kabelapparatuur te trekken, steigers te maken en ook als omheining voor een specifieke sectie. Boomstamleidingen worden gebruikt om een pijpleiding aan te leggen waar drukdalingen mogelijk zijn.Er zijn ook hittebestendige variëteiten die worden gebruikt in de industriële en voedingsmiddelenindustrie en speciale pijpen van het profieltype, die worden gebruikt bij het maken van onderdelen voor auto's. Wat betreft de buizen, die worden gebruikt bij het opbouwen van gebouwen, zijn dit structurele profielvariëteiten. Met hun hulp bij de bouw is het niet nodig om kranen en ander zwaar materieel te gebruiken voor de bouw van hoogbouw.



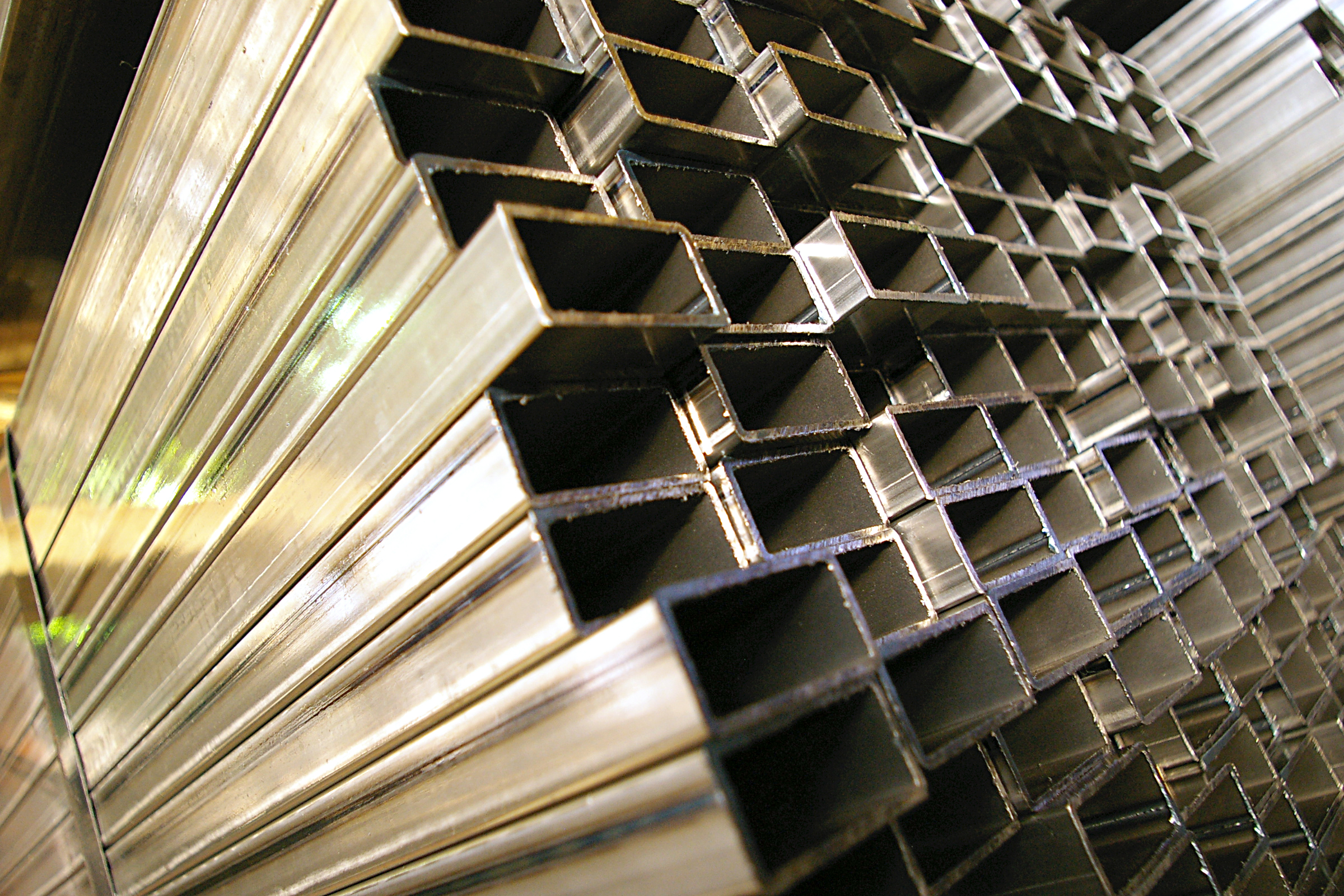
Afzonderlijk moet de vorm van de buis worden beschouwd. Ze zijn gemaakt in een ovaal, rechthoekig, vierkant en vlak gedeelte. Bovendien verschillen ze in materiaal. Het kan van metaal of plastic zijn. Metaal wordt het meest gevraagde materiaal genoemd omdat het duurzaam is. Wat betreft kunststof, de stabiliteit is lager, maar de prijs is acceptabeler.
Productiefasen
Het productieproces van een pijp bestaat uit verschillende fasen:
- het verwerken van de resulterende strip;
- productie met een rond gedeelte;
- verander van rond naar vormig;
- warmtebehandeling en snijden tot de vereiste afmetingen;
- controle op naleving van GOST.

Het materiaal voor de vervaardiging van de profielpijp wordt aan de fabriek geleverd in de vorm van metalen rollen. Deze rollen worden afgewikkeld en in een snijmachine gesneden. Nadat de rol op de gewenste breedte is gesneden, worden de stroken tot een geheel vastgelast en op de trommel gewikkeld. Dit is nodig zodat het freesapparaat niet stopt met functioneren. Dus worden productiefouten vermeden.


Daarna wordt het werkstuk van de trommel naar de vormmachine gevoerd, die een buisplano produceert met een cirkelvormige dwarsdoorsnede. In dit stadium wordt een pijp verkregen die niet is afgesloten door een naad. Het is in het stadium van het vormen van de blanke dat het metaal een warmtebehandeling ondergaat. Na verwerking wordt het werkstuk op de molen geïnstalleerd om te lassen, waardoor de buis wordt gelast. Het lassen zelf wordt uitgevoerd in een oven, dat wil zeggen met behulp van beschermgas of met behulp van hoogfrequente stroom. Wat de naad betreft, deze kan van het rechte type zijn of spiraalvormig. Om de lasnaad betrouwbaar en duurzaam te maken, breidt de machine de naadranden uit. Op deze manier wordt een braam verkregen - de overmatige druppels van gesmolten metaal worden in het oppervlak van de gevormde buis gedrukt, de extra braam wordt verwijderd met behulp van een snij-inrichting, en aan het einde van deze fase wordt de buis afgekoeld met een emulsiesamenstelling.

In de volgende fase wordt de vereiste dwarsdoorsnede van de geprofileerde buis gevormd uit een cirkelvormige doorsnede van de buis. Deze procedure vindt plaats in één of twee verschillende versies. Als het bijvoorbeeld nodig is om een buis met een ovaal of vlak gedeelte te maken, moet het werkstuk hiervoor door walsen van het kalibratietype worden geleid. Ze zijn ontworpen om het werkstuk over de gehele lengte uit te lijnen. Als er behoefte is aan een vierkant, rechthoekig of ander deel, wordt een volgende stap toegevoegd aan de vorige stap - het werkstuk door een profileermachine overslaan. Hij bevindt zich al in de automatische modus en vormt de sectie die op het besturingselement is ingesteld.
Aan het einde van de productie wordt de resulterende buis in segmenten van dezelfde lengte gesneden, wordt er een studie uitgevoerd om aan de normen te voldoen, en als alles bij elkaar past, wordt het verpakt en naar de geadresseerde gestuurd.

Om de buis extra te beschermen, is hij koud of heet gegalvaniseerd. Als er heet gegalvaniseerd wordt, dan wordt hiervoor de pijp gereinigd en in een bad met kokend zink gedoopt, en als een koude methode wordt gebruikt, wordt een laag poeder of polymeerverf op het oppervlak van het product aangebracht.
afmeting
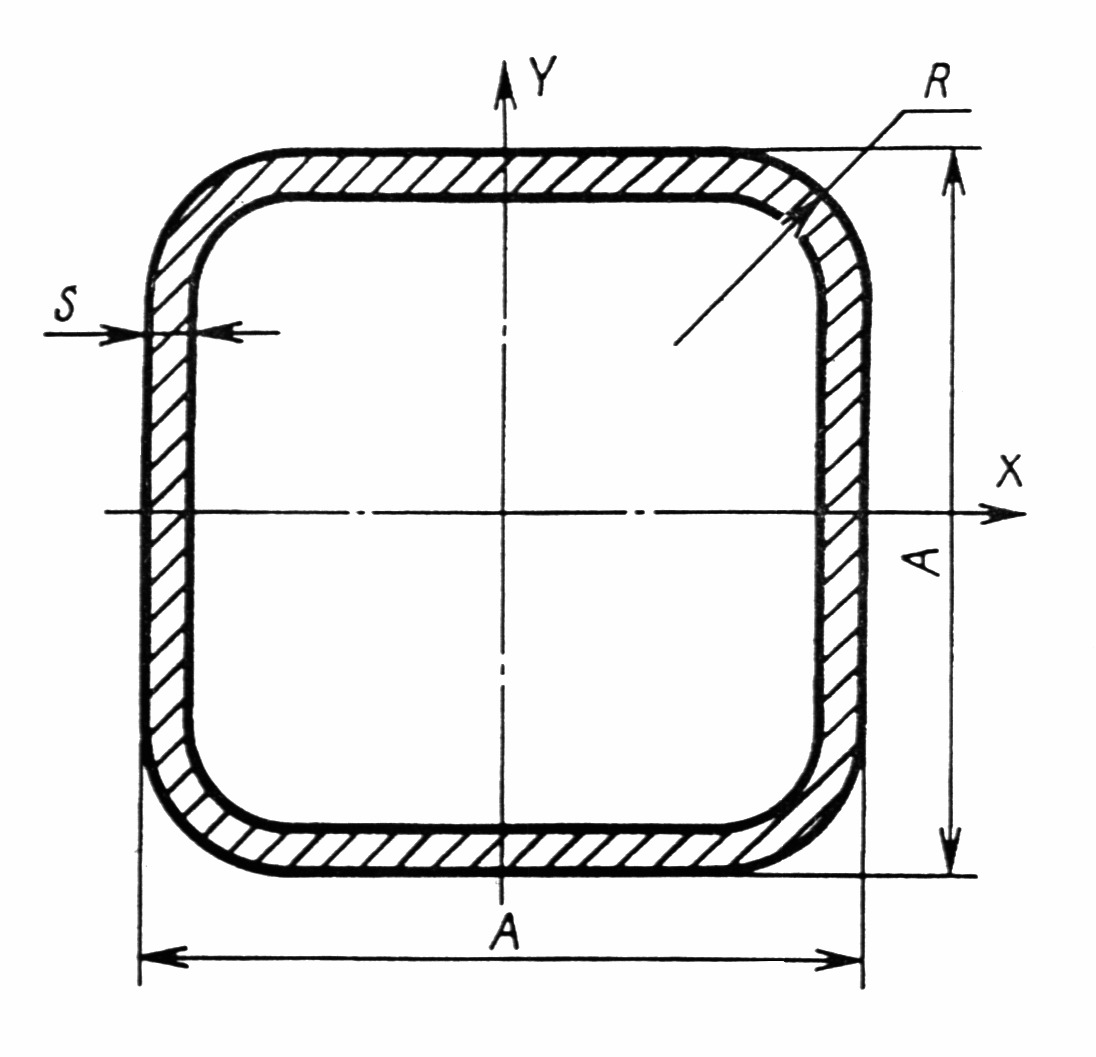
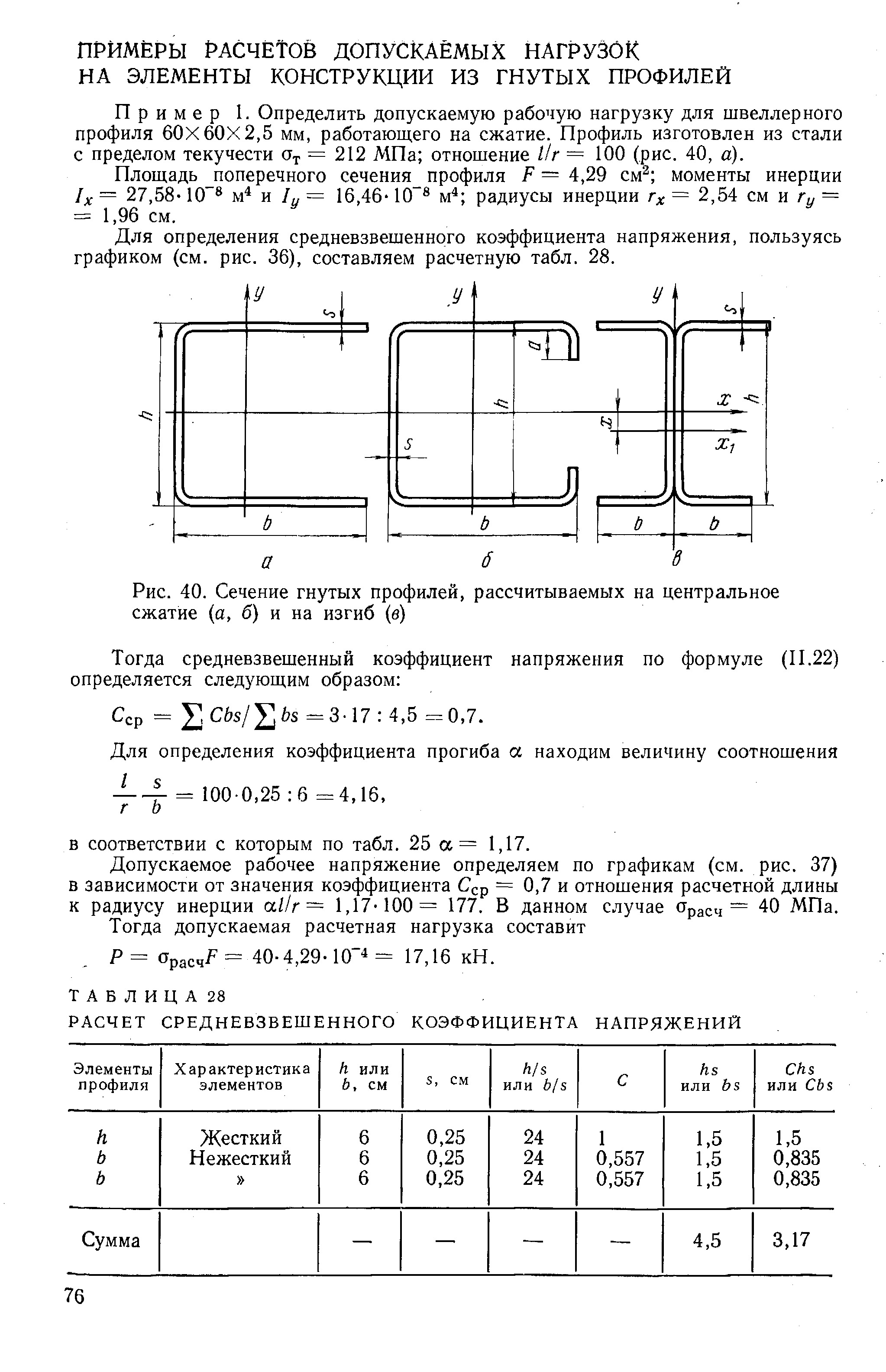
Volgens de normen worden de maten van buizen van verschillende secties berekend op basis van de grondstoffen die voor de fabricage worden gebruikt. Dit metaal heeft een dichtheid van 7,85 gram per vierkante centimeter. Voor buizen met een profielsectie zijn er bepaalde criteria die worden gespecificeerd in GOST 8645-68.
Productvereisten zijn:
- de buitenmuur heeft een lengte van 1,5 tot 18 cm;
- de buitenbreedte kan van 1 tot 15 cm zijn;
- wanddikte kan ook van 1 mm tot 1,2 cm zijn;
- sectie kan het meest divers zijn;
- het gewicht wordt berekend door meter, een meter kan bijvoorbeeld 300 gram en 55 kilogram zijn, het hangt allemaal af van het pijpgedeelte.

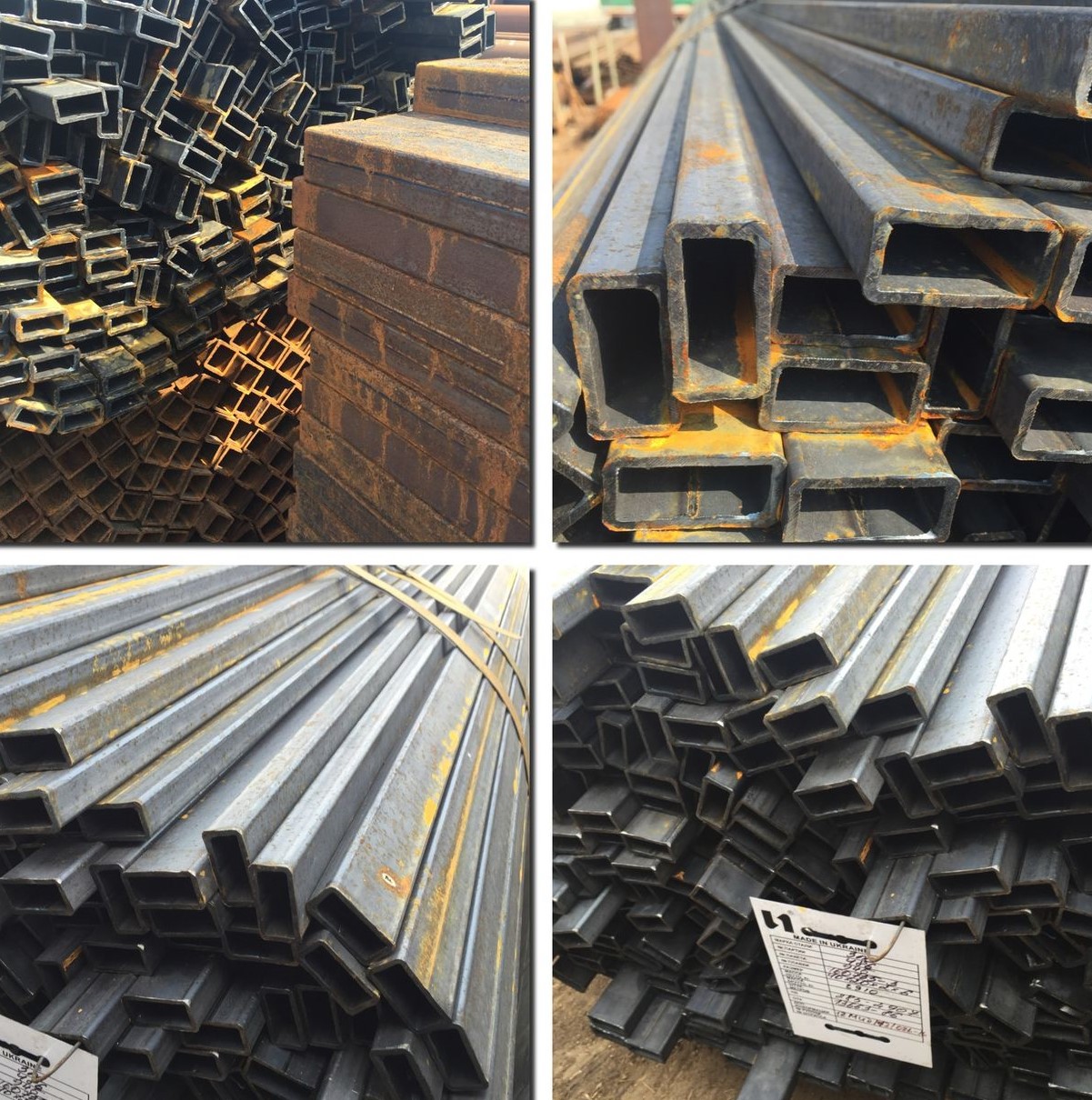
Aldus kan de profielbuis met een vierkante dwarsdoorsnede gemaakt worden volgens GOST, hetgeen de vervaardiging van pijpen met uitwendige ribben van 1 tot 18 cm lang en een wanddikte van 1 tot 6 mm mogelijk maakt. In dit geval kan het oppervlak van de dwarsdoorsnede variëren van 0,343 cm2 tot 90 cm2. Gewicht kan zijn van 269 gram per 1 meter en tot 70 kg per 1 meter.
Als een structuur met een ovale doorsnede wordt gemaakt, is het bij de vervaardiging van dergelijke producten toegestaan grotere en kleinere maten te gebruiken. Wat betreft grote maten, kan hun diameter van 6 mm tot 9 cm zijn, en de kleinere diameter kan van 3 mm tot 50 mm zijn.De dikte van de wanden kan 0,5 tot 2,5 mm zijn. Ook bij deze productie is een buitendiameter van 5 mm tot 11 cm toegestaan.Als de buis volgens deze parameters is vervaardigd, kan het gewicht van één meter van het product 4 kg bedragen.
De GOST specificeert de dimensies en andere parameters van buizen die het meest in trek zijn bij consumenten. Bij de vervaardiging van dergelijke buizen voor een enkele klant met een groot aantal producten, kan een afzonderlijke bepaling in GOST worden besproken.
Berekening van de belasting
Bij het kiezen van profielpijpen, moet de koper weten hoe belangrijk het is om de parameters en belastingen voor de ondersteunende structuren te berekenen. Maar niet elke persoon weet hoe hij dergelijke berekeningen correct moet uitvoeren en koopt een buis met een dergelijke doorsnede zodat de belastingen geschikt zijn voor de toekomstige constructie. Als een balustrade, hekken of kassen zijn opgebouwd uit buizen, dan is het mogelijk om te doen zonder berekening, maar als een luifel, een dak, een vizier, enz. Worden gebouwd van deze buizen, dan is het noodzakelijk om nauwkeurige berekeningen te maken.
Elk materiaal heeft de eigenschappen om bepaalde belastingen te weerstaan. In dit geval geen uitzondering en het staal waaruit de buizen zijn vervaardigd met een profielsectie.Als de structuur wordt beïnvloed door een juiste belasting, kan deze deze weerstaan, maar zal deze helaas buigen. Maar nadat het gewicht van de structuur is verwijderd, wordt het teruggebracht naar de oorspronkelijke positie. En als u de toegestane belasting overschrijdt, buigt deze en nadat u het gewicht hebt verwijderd, blijft het in een gebogen positie.

Wanneer u belastingberekeningen uitvoert, moet u rekening houden met de volgende parameters:
- pijpafmetingen en sectie type;
- bouwspanningsparameters;
- de kwaliteit van de broncode waaruit de pijp zal worden gemaakt;
- soorten mogelijke belastingen die de buisconstructie moet weerstaan.

montage
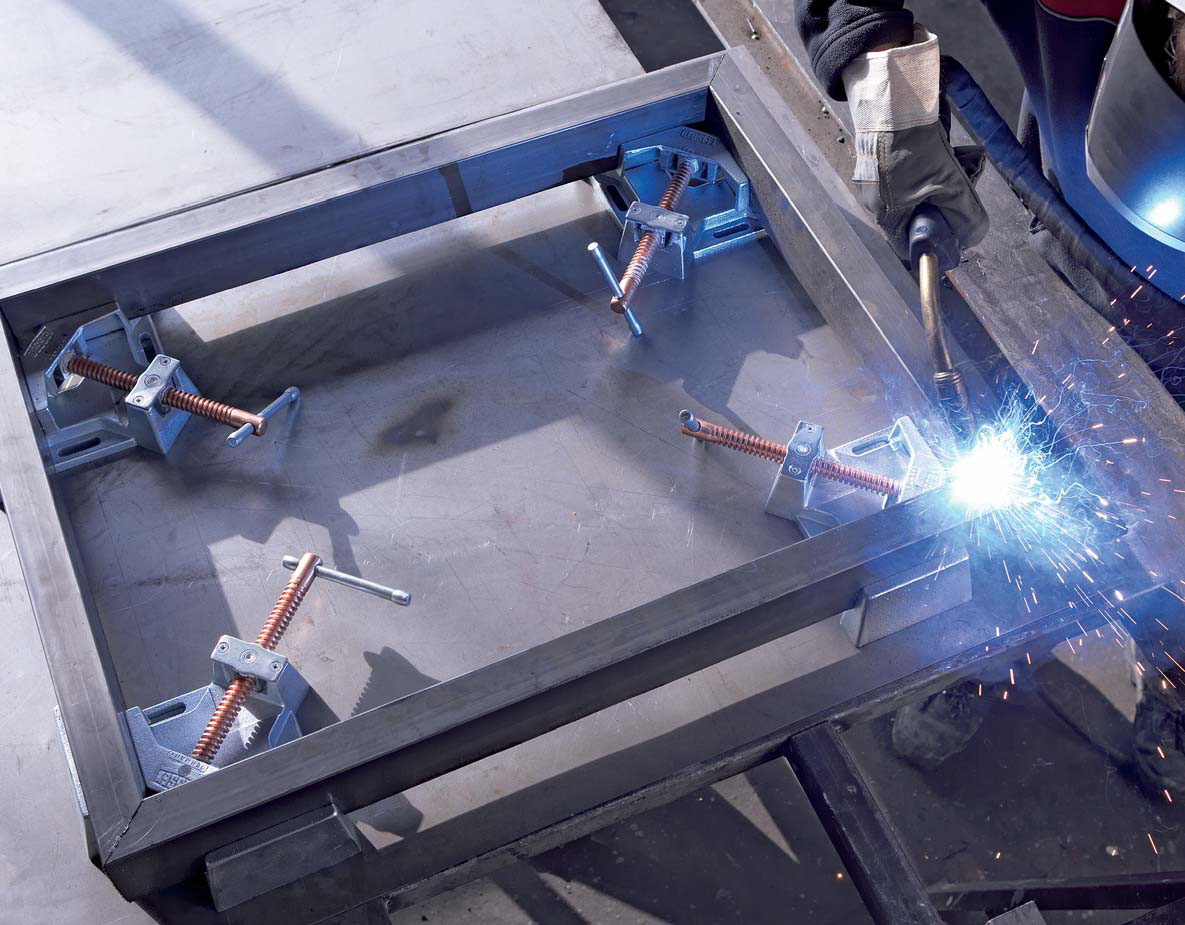
Profielpijpen worden gemaakt volgens de normen die zijn vastgesteld door GOST. Het geeft de mogelijkheid om het materiaal te gebruiken als basis voor ondersteunende structuren. Om de structuur in korte tijd te kunnen bouwen, hebben de specialisten speciale bevestigingsmiddelen ontwikkeld. Het kunnen klemmen zijn of verschillende platen en clips. In de moderne constructie worden vaak krabhulpstukken gebruikt. Ze kunnen verschillende materialen combineren. Ze kunnen X-, G- en T-vormig zijn. Produceer dergelijke bevestigingsmiddelen van gegalvaniseerd staal.Het belangrijkste voordeel van een dergelijk bevestigingssysteem bestaat uit twee componenten, die het mogelijk maken om de producten volledig om te wikkelen en ze veilig te bevestigen.
Gebruik ook een systeem van klemmen en fittingen om de buis aan te sluiten. Verbindingsstukken zijn kruisvormige, drievoudige en hoekige vormen. Cross en tee kunnen meerdere pijpen verbinden en met behulp van een hoek kun je de structuur buigen.

Als er verschillende soorten bevestigingsmiddelen zijn, kunt u geen laswerk gebruiken, wat erg handig is bij het ontwerpen van een constructie van kleine afmetingen, zoals tenten en vergelijkbare kleine voorwerpen.
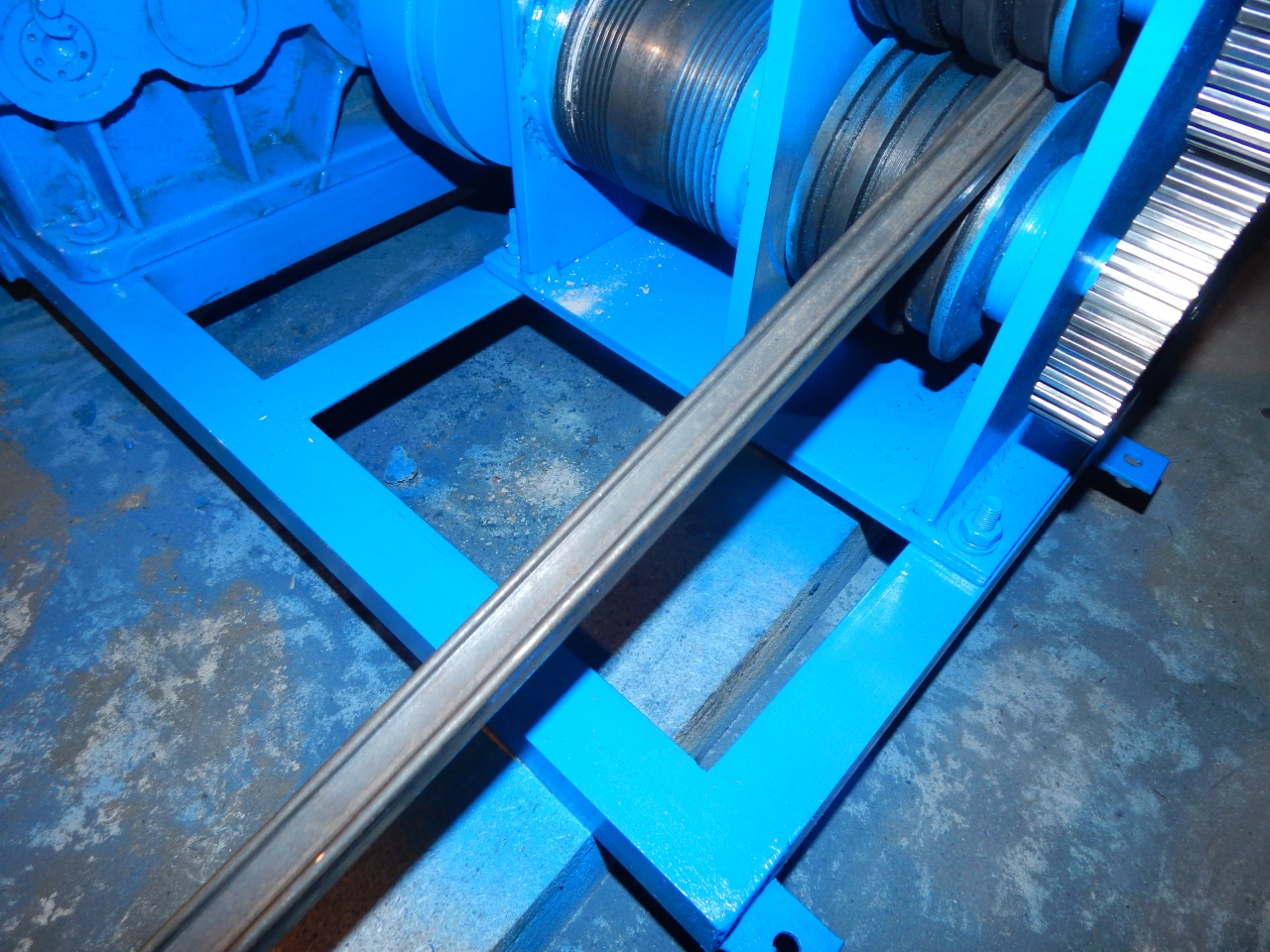
tips
Gebruik voor het maken van de leidingen, die in dit artikel worden behandeld, speciale rollen. Ze kunnen veel kracht hebben, met behulp waarvan de leidingen onder de gevestigde sectie worden vervormd. Als u zelf een pijp van dit type wilt maken, die geen grote lading zal dragen, bijvoorbeeld voor de productie van meubels of serres, dan is het voldoende om een kleine machine aan te schaffen die een metalen profiel kan maken. En als het nodig is om gevormde buizen te produceren die bepaalde belastingen kunnen weerstaan,dat wil zeggen, ze zullen worden gebruikt voor het ontwerpen van ondersteunende structuren, dan is het al nodig om kant-en-klare elementen te kopen die zijn vervaardigd met behulp van een speciale technologie en in fabrieksomstandigheden.


De productie in de fabriek gebeurt volgens de volgende stappen:
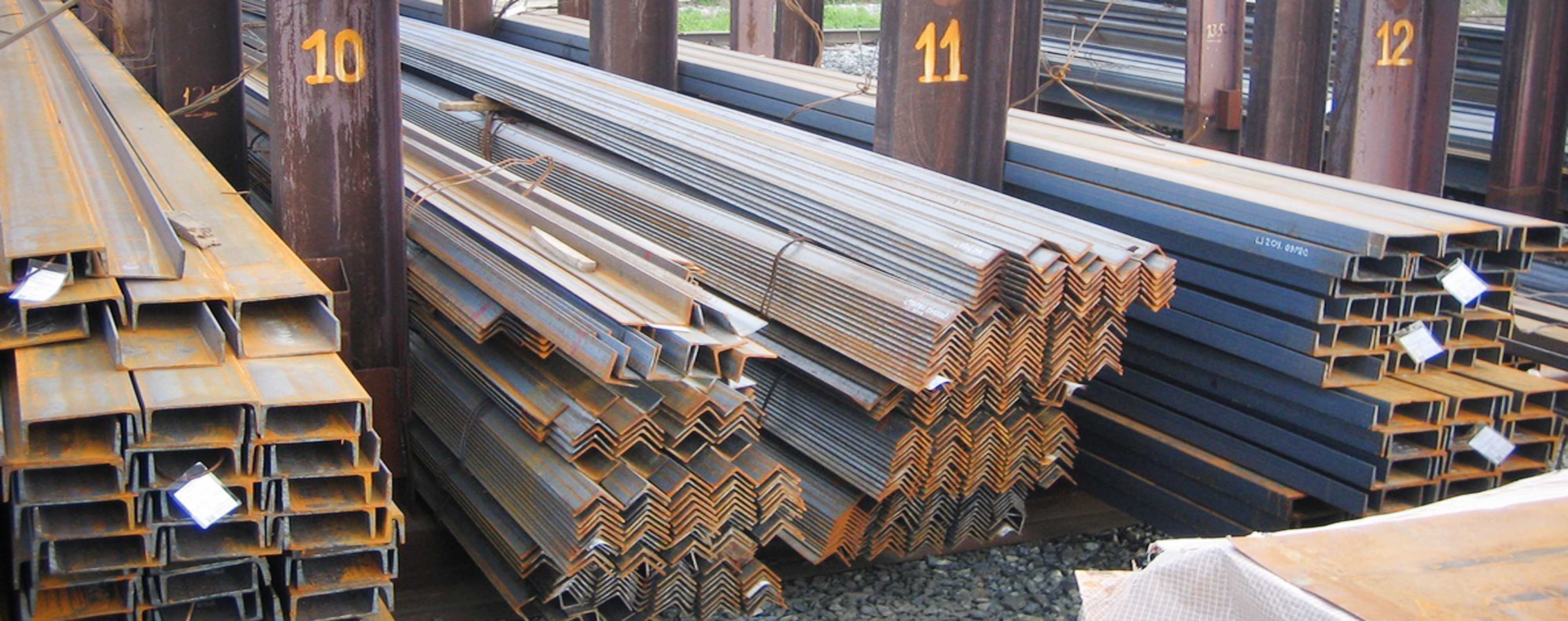
- De plant ontvangt grote rollen gerold ijzer, die in stroken worden gesneden die overeenkomen met het gedeelte van de pijp dat wordt vervaardigd;
- vervolgens worden alle stroken met behulp van een lasmachine verbonden in een lange strook, die op een trommel is gewikkeld;
- plaats deze tape vervolgens in de machine, die de strip vormt in een buis met een cirkelvormige dwarsdoorsnede;
- daarna worden de plano's in een hele ronde buis gelast;
- vervolgens worden de gelaste elementen gekoeld en verwerkt;
- na verwerking worden de pijpen geplaatst in een machine die al een rond onderdeel vormt met een geïnstalleerde doorsnede, dat wil zeggen een pijp met een vierkante, rechthoekige of ovale doorsnede.
Experts raden aan om 4 rollen te gebruiken bij het maken van een vierkante buis en een machine met 2 rollen bij het maken van een ovalen buis.

Ook moeten ze na de productie van buizen worden getest op naleving van de normen van GOST.
Gebruik hiervoor de volgende controlemethoden:
- Foutdetectievortexmethode, die magnetische en elektrische betrouwbaarheidsindicatoren onthult.
- Een visuele inspectie onthult de mogelijke aanwezigheid van defecten, groeven, onregelmatigheden en vergelijkbare criteria die de vorige fase van de inspectie niet kan onthullen.

Na voltooiing van de test wordt de structuur verwarmd en afgekoeld. Aldus ondergaat het product een hittebehandeling. Als zelf-fabricage wordt uitgevoerd, is het het beste om het te behandelen met hoge temperatuur met behulp van een steekvlam. Maar het is beter om een dergelijke pijp niet alleen te maken, want dit vereist de aanwezigheid van 4 rollen, evenals een gespecialiseerde machine die werk met een hoog geluidsniveau uitvoert, wat onaanvaardbaar is voor de leefomstandigheden.
Als een pijp met een vierkante doorsnede wordt geproduceerd, moet het product volledig voldoen aan de GOST 8639-82-normen. Als het een rechthoekig gedeelte is, moeten de normen van GOST 8645-68 worden nageleefd en als de pijp een ovaal gedeelte heeft, dan moet deze voldoen aan GOST 8642-68. Maar na productie moet het worden getest, want op deze manier kunt u vertrouwen op de kwaliteit van het product.

In staatsnormen is de aanwezigheid van dergelijke defecten toegestaan:
- bovenop het afgewerkte materiaal kunnen kleine inkepingen, deuken, vuil en sporen van schrootreiniging zijn;
- Volgens de normen zijn een kleine mechanische beschadiging, een dunne laag kalk, restanten van metaalvlekken en sporen na het wegwerken van defecten bij de las toegestaan.
Na productie en inspectie worden de uiteinden op één maat aangepast, het trimmen gebeurt strikt onder een hoek van 90 graden.
In het geval dat dergelijke onderdelen worden gebruikt als materiaal voor het verplaatsen van vloeistoffen onder druk, dan is het noodzakelijk om elementen te nemen die bestand zijn tegen mogelijke drukvallen. Een dergelijk criterium kan worden berekend met een speciaal gemaakte formule. Om de drukeffectindex te berekenen met de aanwezigheid van een rechthoekige of vierkante sectie, is het noodzakelijk om formules te gebruiken die zijn ontworpen voor een specifieke sectievorm.
Bekijk ook de video over het maken van gevormde buizen.



















