Profielbuigen: effectieve en veilige methoden

Buigen van buizen wordt gemaakt in de bouw, nutsvoorzieningen, energie, olie en gas, water en vele andere gebieden met de installatie van pijpleidingsystemen, de vervaardiging van bouwconstructies, producten voor verschillende behoeften van de bevolking en stedelijke huishoudens. Over het algemeen is het onmogelijk om alles te tellen, maar het is goed om te weten hoe je buizen buigt. Andere methoden kunnen nuttig zijn in het huishouden.

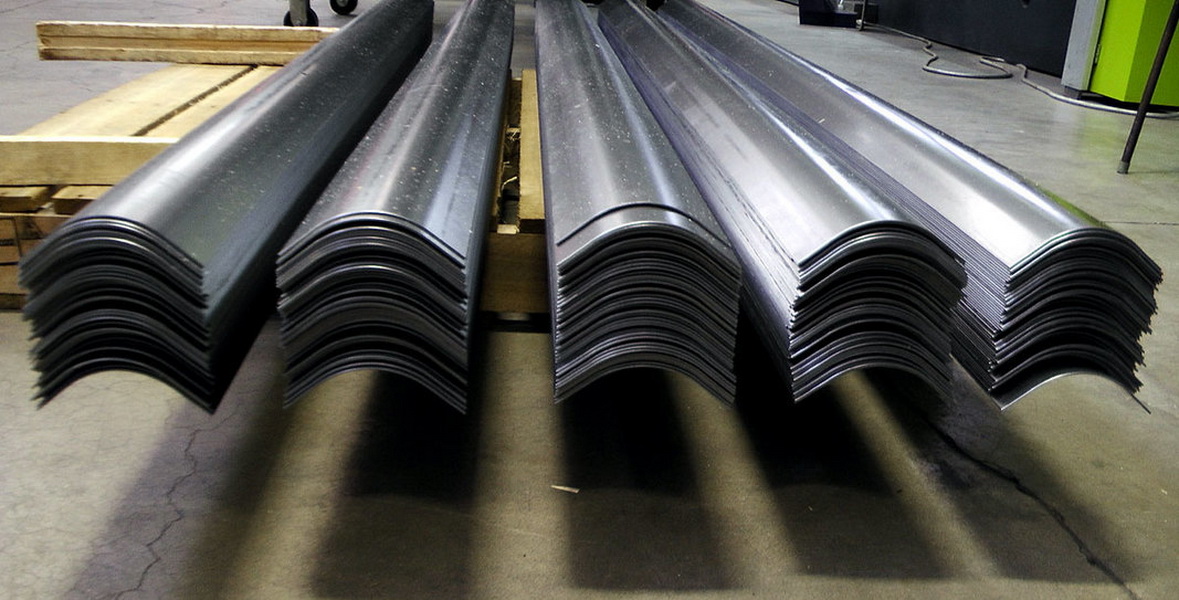
Soorten producten
Producten van profiel buisrollen worden vertegenwoordigd door een reeks metalen buizen van verschillende configuraties in dwarsdoorsnede van de doorsnede.Ze kunnen heel verschillend zijn, maar verschillen van de ronde, dat wil zeggen, niet-standaard vorm: eivormig en platovaal, rechthoekig, vaak met een vierkante configuratie met afgeronde hoeken en zelfs veelzijdig. De ronde wordt eng gebruikt - voornamelijk voor de aanleg van watertoevoer- en rioolnetwerken.





De profielen van vierkante en rechthoekige vormen zijn meer in trek op de markt. Vanwege het feit dat het het gemakkelijkst is om materiaal op een vlakke wand te bevestigen, worden ze in de volksmond gebruikt voor de bouw van industriële en huishoudelijke voorzieningen. Zo'n element heeft meer kracht en is een versteviger in het gebouw. Het profiel gaat goed om met de momentbelastingen (buigbelastingen), daarom zijn ze een goede keuze voor gebruik bij de constructie van het metalen frame van gebouwen met verschillende doeleinden.




Producten worden geproduceerd in een breed scala van maten, afhankelijk van het type metaal: koper is bijvoorbeeld te vinden in een reeks dikwandige profielen met een groot doorsnede-oppervlak, in tegenstelling tot aluminium. Meubilair is gemaakt van dunwandige roestvrijstalen producten.Materiaal voor de vervaardiging wordt vaak hoog of laag gelegeerd staal. Vierkante buizen verschillen van elkaar in de productiemethode: ze zijn elektrisch gelast, koudgewalst en warmgewalst, naadloos. Een speciaal kenmerk van lassen is de aanwezigheid van een inert gasmedium, maar er is een andere manier - inductielassen.



Speciale functies
Producten uit een profielpijp hebben geen groot gewicht, dus het is mogelijk om eenvoudig en in een korte tijd niet-zware gebogen structuren te maken. Het is onmisbaar voor de bouw van verschillende kassen en goedkope kassen.




Constructie met behulp van metalen frames is niet alleen belangrijk voor bewoners en tuinlieden in de zomer. Vaak ontstaat de noodzaak om dergelijke bouwmaterialen te gebruiken bij stedelijke bewoners, als ze een privéterrein naast het huis willen regelen. Installeer bijvoorbeeld snel en goedkoop een tuinhuisje, een overdekt terras of een luifel van polycarbonaat - dit is vrij gebruikelijk in moderne steden.




Profileprokat ook gebruikt in de bouw van trappen en balustrades. Het komt vaak voor dat de standaardconfiguratie niet geschikt is voor een bepaald type ontwerp,hier is er behoefte aan buigen met behulp van speciale apparatuur of een paar trucjes. Over iets later.




Pijpen vervaardigd in productie hebben bepaalde gespecificeerde geometrische parameters, die vervolgens een impact hebben op de plastische eigenschappen. De wanddikte en dwarsvlak beïnvloeden een dergelijke parameter als de minimale buigradius. Het geeft de afrondingswaarde aan, waarbij er geen mechanische schade zal optreden.
Vervorming van staalproducten is niet zo eenvoudig als op het eerste gezicht lijkt. Het vereist een zekere kennis, het vermogen om de juiste technologie en apparatuur te kiezen. Alleen het vereiste uiterlijk geven is niet de essentie van ons werk. Tijdens het uitvoeren ervan is het noodzakelijk om belangrijke parameters te behouden - wanddikte, lineaire afmetingen te behouden en de operationele mogelijkheden niet te verstoren. De volgende belastingen werken op het werkstuk als gevolg van het uitoefenen van kracht: op de binnenste sectie - drukkracht, op de buitenste (buitenste) - trekkracht. Met het waarnemen van hun actie wordt het element vervormd, en krijgt het een volledige of gedeeltelijke buiging.
Maar vanwege de bijzonderheden van de details, moeten we enkele problemen onder ogen zien.
- Verlies van uitlijning als gevolg van vormverandering. Dit betekent dat de buisvormige segmenten zich in verschillende vlakken kunnen bevinden, hetgeen onaanvaardbaar is. Deskundigen de reden voor dit fenomeen geeft de verkeerde keuze voor de buigmethode.
- De breuk van de buitenmuur. Tijdens het uitrekken van de metaalsalvo's, als de belasting de hoeveelheid overschrijdt die het kan weerstaan.
- Als gevolg van de ongelijkmatige samentrekking van de binnenwand worden vouwen gevormd die op een golving lijken.

Keer terug naar de vorige vorm van laaggelegeerde en koolstofhoudende legeringen met een hoge elasticiteitscoëfficiënt. Na het buigen lijken veel elementen "veerkrachtig" en moet het product na een dergelijk fenomeen opnieuw worden aangepast aan de gewenste afmetingen, wat het werk kan bemoeilijken. Om ongewenste problemen en extra werk te verwijderen, is het noodzakelijk de waarde van het plastische weerstandsmoment van het materiaal te bepalen en, rekening houdend met deze parameter, de buigprocedure uit te voeren. Opgemerkt moet worden dat hoe kleiner de hoek, hoe kleiner de elastische consequentie.

instrumenten
Portable ProfileBibs
Het is erg handig om onmiddellijk te buigen op de site van installatie. Om dit doel te bereiken, is het meer rationeel om een draagbare pijpenbuiger te gebruiken.

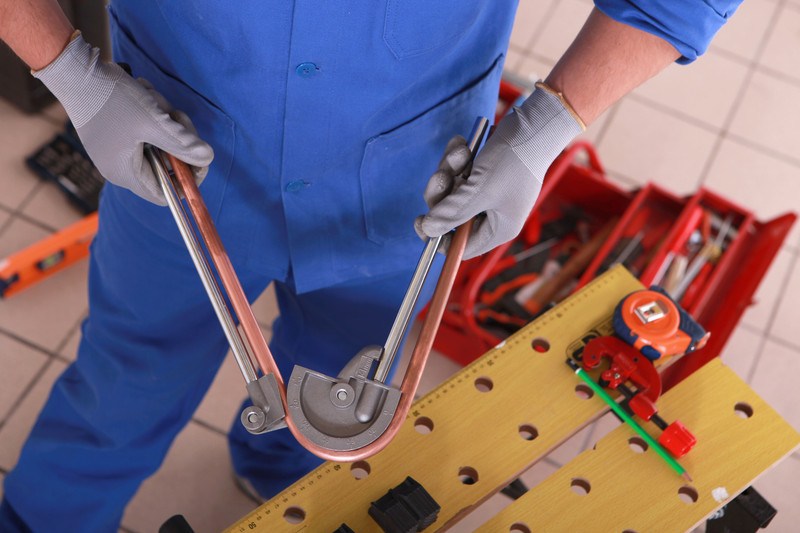
Hendel ProfileBibs
Bij gebruik van dit apparaat vindt het buigen van het profiel uitsluitend plaats door de mechanische kracht van een persoon. Dit wordt mogelijk gemaakt door de aanwezigheid van een hefboomeffect op de toepassing van een kracht van aanzienlijke omvang. Delen van kunststof en roestvrij staal, waarvan de doorsnede maximaal twee centimeter is, kunnen 180 graden buigen.
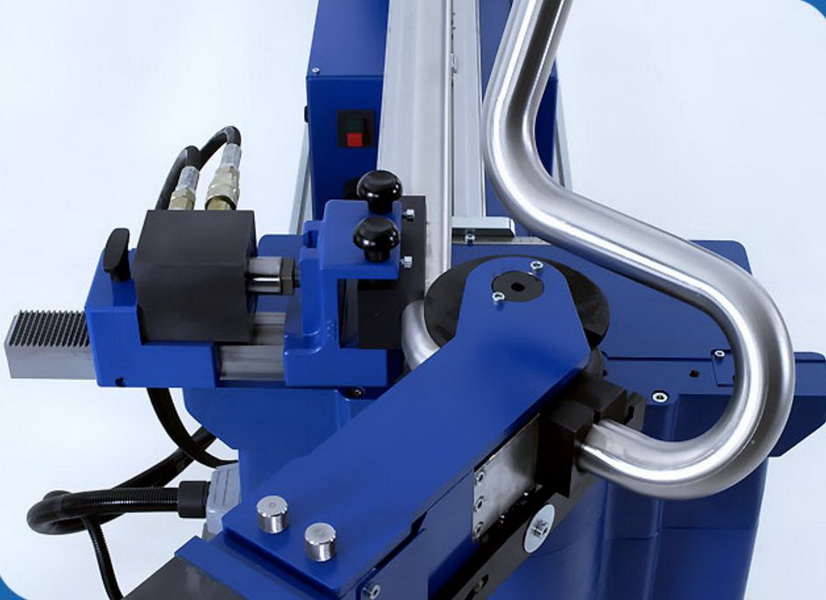
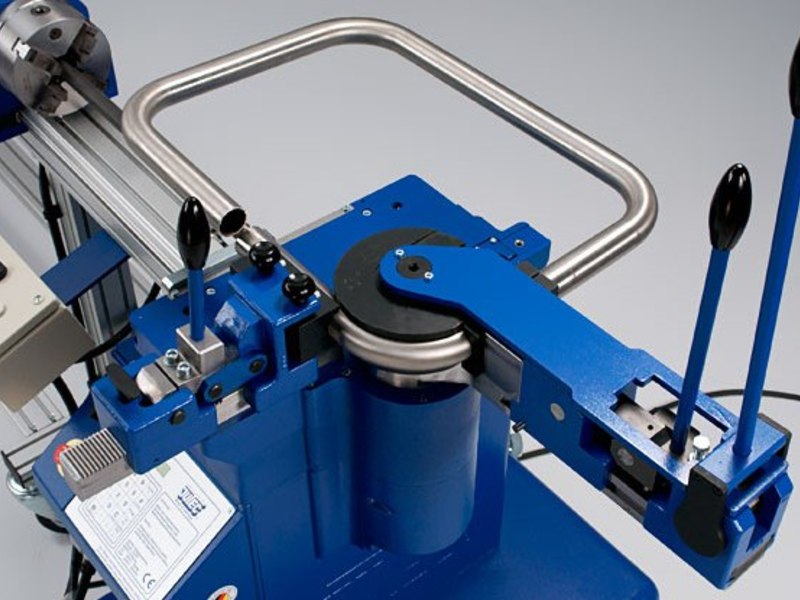
Buisbuigmachines
Zo'n tool bestaat uit de volgende delen:
- buigelement;
- een bewegende chopik verbonden met een buigschoen;
- Twee ondersteunende delen draaien rond hun eigen assen, waarop het gebogen deel wordt geplaatst.

Het apparaat kan een mechanische (schroef) configuratie hebben, hydraulisch met handmatige bediening of met een elektrische aandrijving. Dergelijke gemakkelijk draagbare apparaten kunnen gemakkelijk een hoek van 90 graden buigen met metalen producten gemaakt van kunststof materiaal met een doorsnede van maximaal 100 mm.
hydraulisch
Bij productie en huishoudelijk gebruik komen hydraulische apparaten met handmatige of mechanische belichting vaker voor.
We noemen hun voordelen:
- Grote volumes die kunnen worden uitgevoerd in vergelijking met een mechanische profilegib.
- Een mogelijkheid om de verticale of horizontale pijpenbuiger te kiezen op basis van de werkomstandigheden en het gebruiksgemak.
- Eenvoudige vervanging van stansen (reserveonderdelen voor het specificeren van de hoek).
- Het bestaan van apparaten die tegelijkertijd meerdere installaties buigen, waardoor de tijd die wordt besteed aanzienlijk wordt verkort.
- De eliminatie van problemen in het werk, zelfs voor beginners.
- De aanwezigheid van een pijp die beschermt tegen uitglijden en apparaten die waarschuwen voor verwonding.
- De eenvoud van zelfherstel in huis.

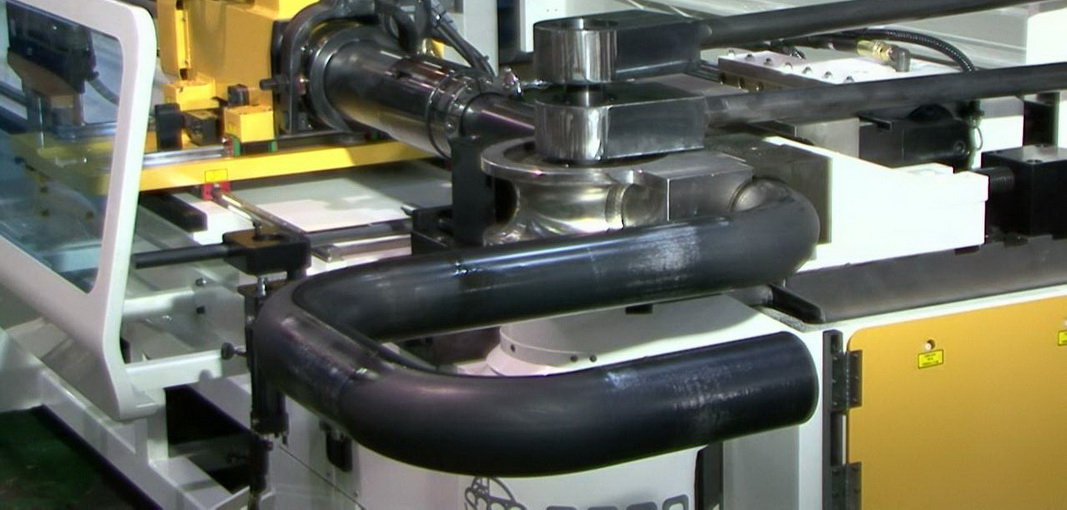
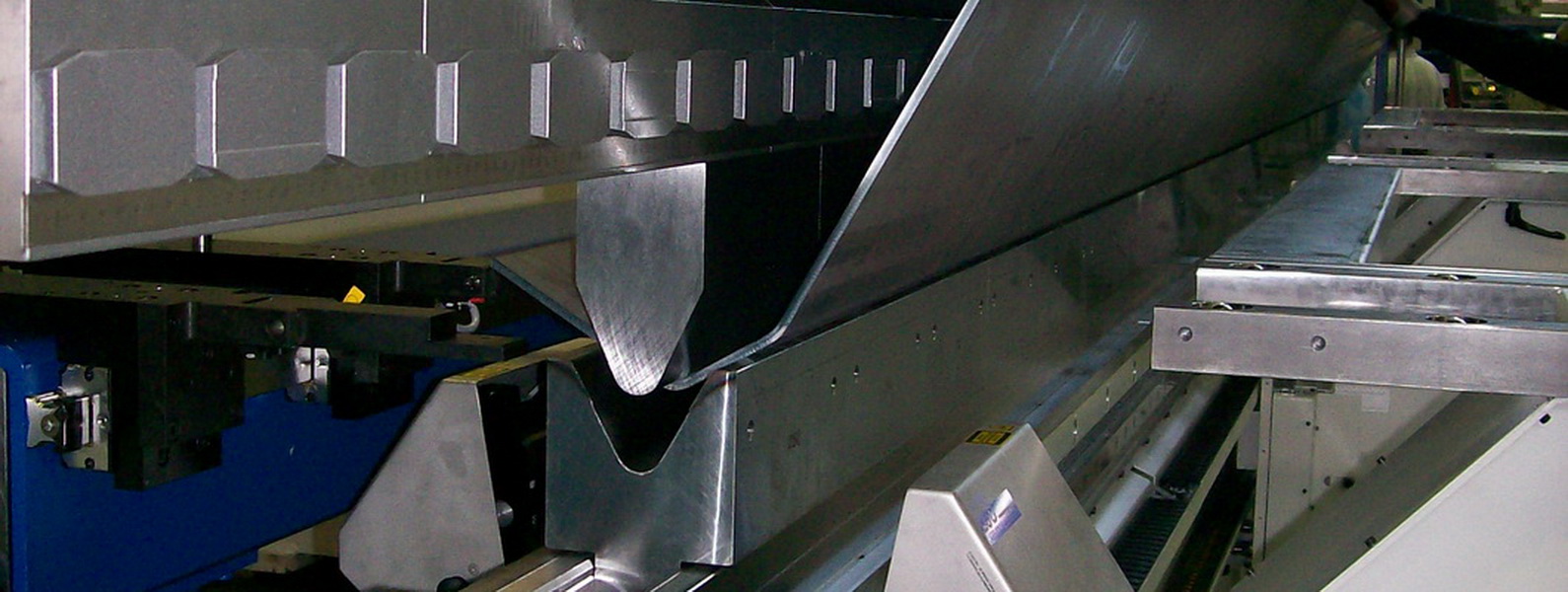
Elektrische pijpbuigmachines
Ze buigen de metalen producten die op de buigcomponenten zijn geplaatst en die, afhankelijk van de straal, kunnen worden gewijzigd. Op dergelijke apparaten bevindt zich een zwenkbare doorn, met behulp waarvan zij het product veranderen. Bij afwezigheid van elektrische stroom werkt het apparaat vanuit een interne batterij.
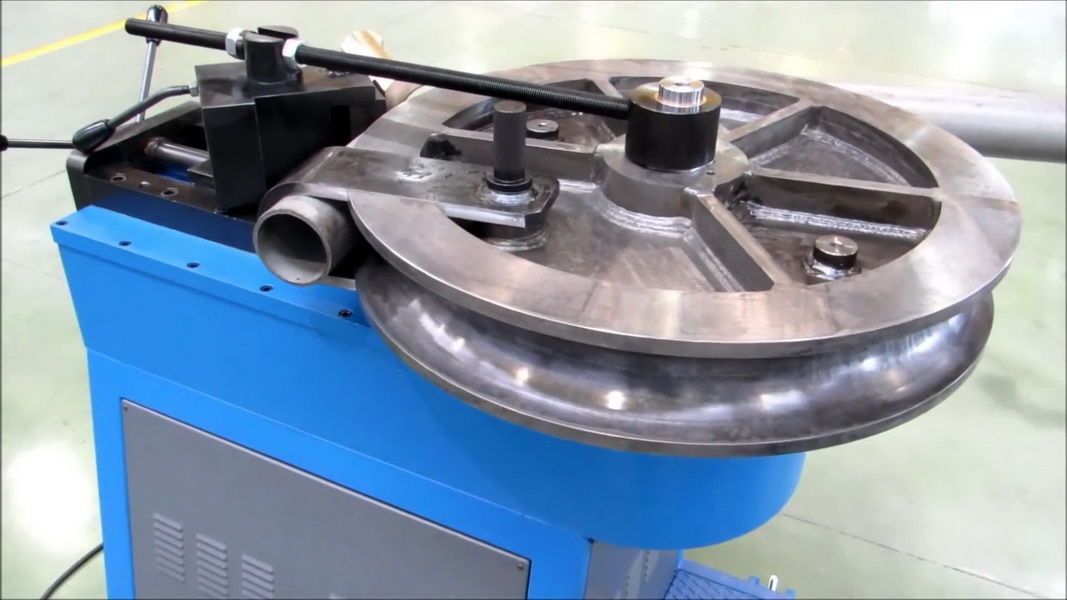
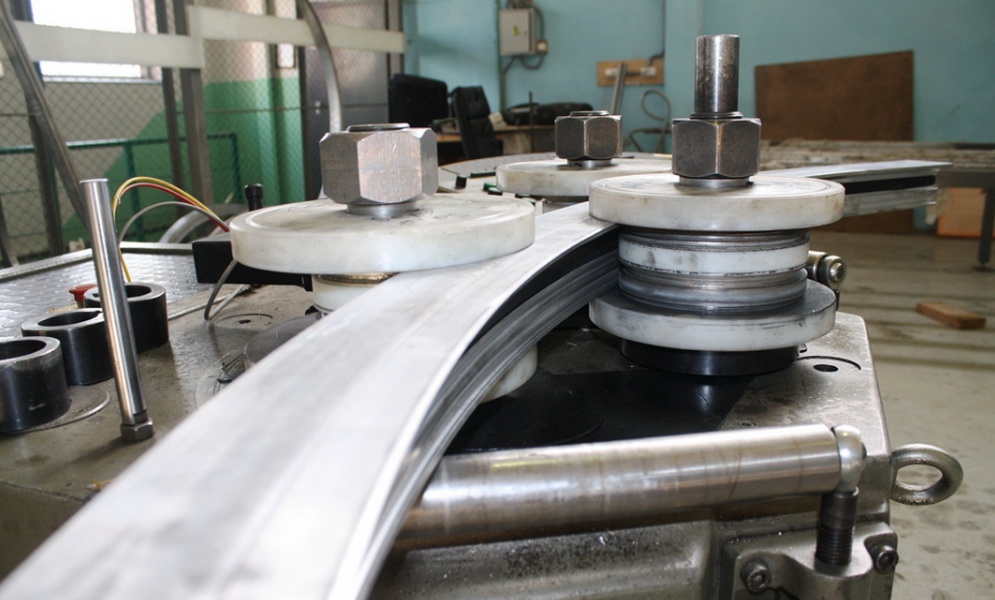
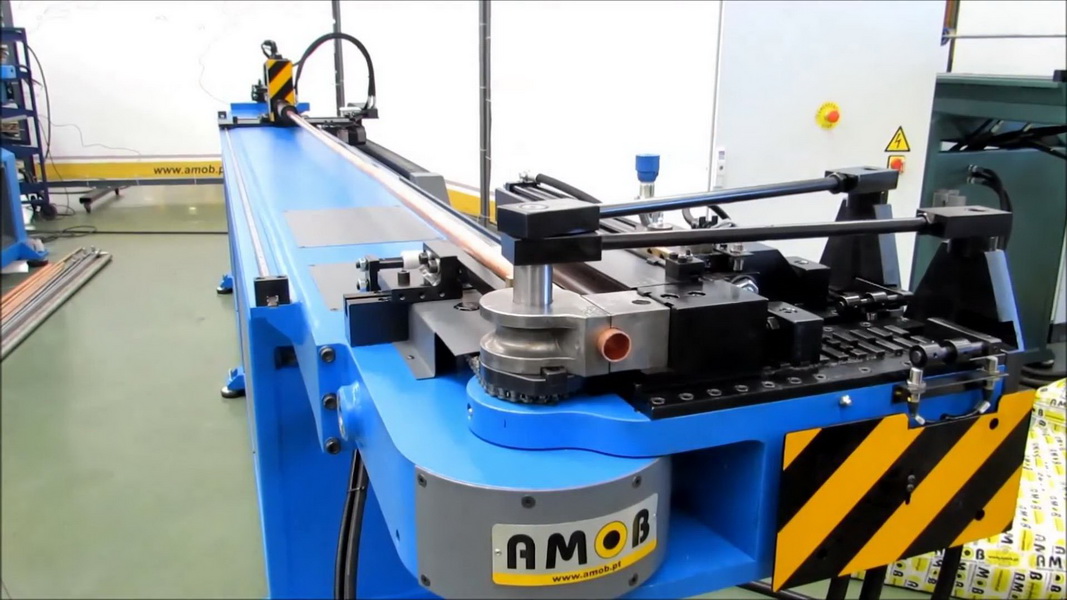
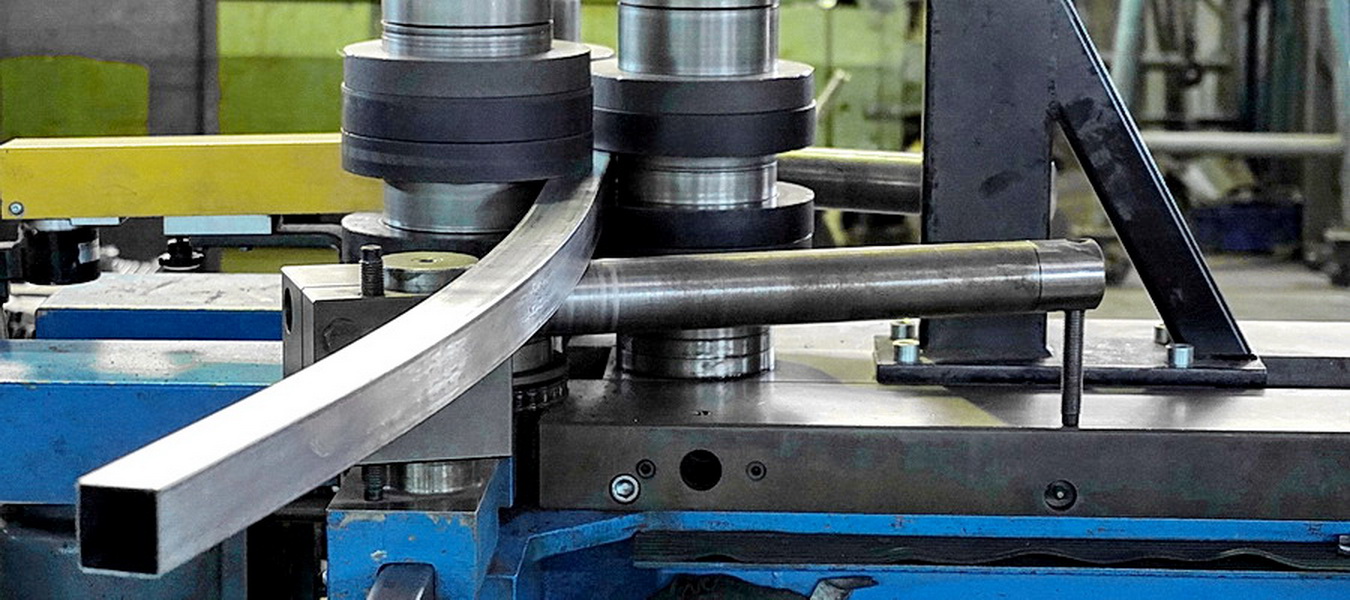
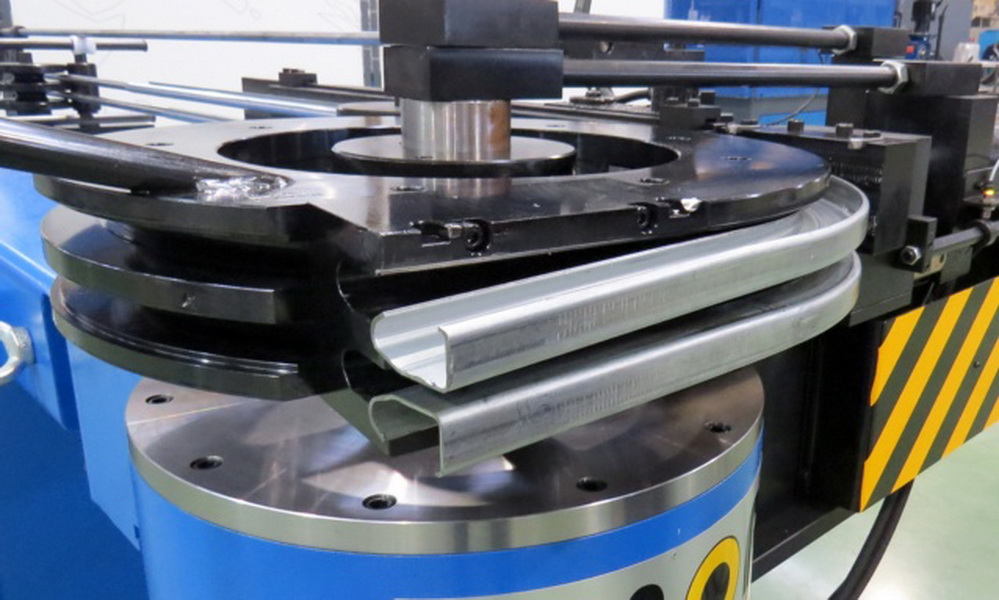
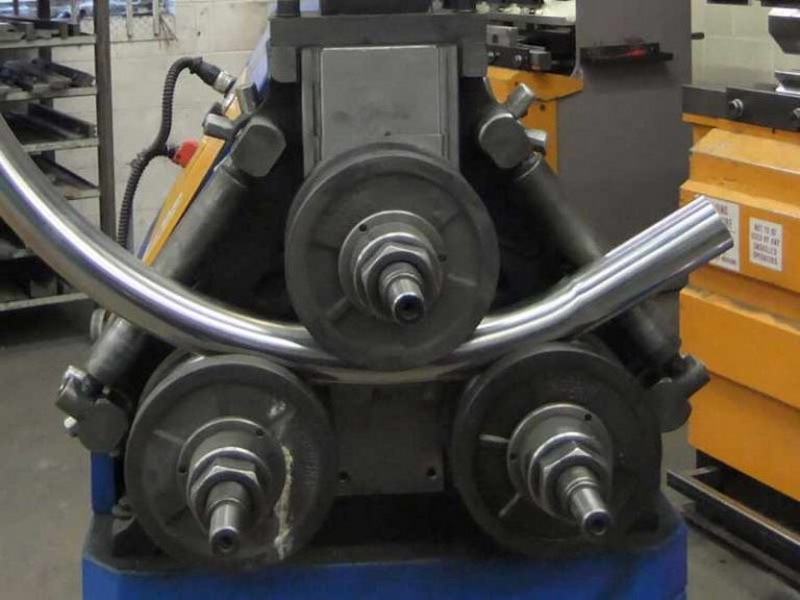
Buigen van de machine
Wanneer de koude methode, genaamd walsen, een standaard walsmolen gebruiken, met drie rollagers (roller). De vorm en straal van de bocht bij de uitgang hangt af van de keuze en installatie van de vereiste vorm en grootte. Deze machine kan delen van elk materiaal en elke configuratie buigen, niet alleen met vierkante, maar ook met driehoekige secties en ingewikkelder. Met behulp van dergelijke apparatuur is het mogelijk om het werkstuk met maximale lengte te vervormen, wat erg belangrijk is, en ook om een product 360 graden (in een ring) gebogen te krijgen. De rolmethode wordt gedefinieerd als het meest voorkomende type vervorming, daarom behoort de apparatuur tot het universele.
Bovendien kunt u met de machine een specifieke hoek instellen, waardoor de nauwkeurigheid tijdens de installatie toeneemt. De hoek kan handmatig worden geregeld of op CNC-machines (met informatie-numerieke besturing) die numeriek worden ingesteld met de daaropvolgende procesbesturing. Op dergelijke machines wordt de productie van verwarmde handdoekrails in elk huis uitgevoerd. Bij de vervaardiging van pijpen voor verwarmde vloeren moet ook contact worden opgenomen met de machine-uitrusting.Het heeft een grootschalige productie van componenten voor wenteltrappen, veranda's, verschillende soorten hekken en decoratieve elementen die eenvoudig dienen om het interieur te versieren.
De positieve kanten van dergelijke apparaten zijn de volgende mogelijkheden.
- De mogelijkheid om onnauwkeurigheden te vermijden bij het werken met subtiele details, in tegenstelling tot handmatige apparaten, die vaak een scherpe bocht laten zien in plaats van een vloeiende, gebogen lijn op hoofdlijnen.
- Nauwkeurigheid. Verplicht criterium bij een serieuze constructie is dit item. Nogmaals, geen enkel ander type mechanisme en methode ontworpen voor dit soort werk worden niet vergeleken met professionele machines. Bij de vervaardiging van de verkoop is ook onmogelijk om te doen zonder dit voordeel.
- Bereik met hoge snelheid om het eindproduct te krijgen. De gemiddelde snelheid van de profielbuigen is immers 0,2 - 0,3 m / s.
- Autonomy. Het vermogen van apparatuur om te werken zonder menselijke participatie in onze eeuw is niet langer een innovatie, maar slechts een nuttige, maar ergens is het een essentiële toevoeging aan andere kenmerken.
- Het potentieel om grote volumes te doen.

Er zijn stationaire profielbuigeenheden die worden gevoed vanuit een 380V-net, dus niet geschikt voor persoonlijk gebruik. Om geen foutieve aankoop te doen, moet u de kenmerken van het product zorgvuldig bestuderen. Rollforming installatie is een zeer effectief ding, maar ook duur. Bovendien is het gebruik van dergelijke apparatuur alleen in de fabriek mogelijk.
Vaak wordt voor het verkrijgen van een onderdeel van hogere kwaliteit gebruik gemaakt van doornbuigen, wat haalbaar is wanneer met vrijwel elk apparaat wordt gewerkt. Over haar op volgorde. Dorn is een stijf of flexibel onderdeel, geplaatst in het buigbare segment op de plaats van verder buigen. Na het veranderen van de vorm van het product blijkt het glad, heeft het geen plooien en andere defecten. Een dergelijke reeks voordelen van de methodologie wordt gevolgd door een significante vermindering van de afkeuringsgraad aan de output van producten.
middelen
Er zijn twee methoden voor radiaal profiel buigen: koud en warm (met voorverwarmen). Naast de scheiding van methoden per temperatuurtype, er zijn veel meer typen gerelateerd aan mechanisatie en de apparatuur die wordt gebruikt, bijvoorbeeld buigen:
- hardlopen;
- wond;
- tekening;
- methode van rollen met drie rollen;
- twee steunen gebruiken;
- uitrekkende methode;
- gebruik van interne hydrostatische druk;
- snij door de matrijsplaat met een gebogen as;
- via kopieermachines.
De keuze hangt af van of de optie voor warm of koud werkt.
Met een koude uitvoering, kan dit worden bereikt met verschillende opties.
- inrijden (diameter tot 70 mm, met lage eisen voor ronding van het gedeelte in de bocht);
- wikkelen (diameter tot 20 mm);
- slepen (voor dunwandig);
- met twee steunen (diameter tot 300 mm).
De koude is geschikt voor een kleine diameter en de koude methode kan het product niet buigen, bijvoorbeeld in een hoek van 45 graden. Verwarming verbetert de vervormingseigenschappen van het metaal en door de plasticiteit te vergroten, wordt het gemakkelijker om te werken. Voorverwarmen veroorzaakt geen problemen met het huwelijk in de vorm van scheuren, restschade, ribbels en andere gevolgen. In grote industrieën wordt verwarming geproduceerd door hoogfrequente stromen (HDTV). In de aanwezigheid van een kleine sectie, is het gebruik van draagbare handgereedschappen haalbaar, voor een groot deel is een dergelijk alternatief niet van toepassing, hier wordt gemechaniseerde apparatuur gebruikt.
Naast deze nuances is het de moeite waard om het fenomeen van de elastische gevolgen te onthouden.Het betekent de mogelijkheid om het werkstuk gedeeltelijk terug te keren na vervorming in de oorspronkelijke vorm. De waarde is afhankelijk van het type materiaal en de afmetingen van het profiel, de temperatuurmethode en het soort werk - handmatig of op speciale apparatuur.
In aanvulling op de bovenstaande technieken, thuis, kunt u het proces uitvoeren met behulp van apparatuur die u eenvoudig zelf kunt maken. Afhankelijk van de initiële kenmerken en het gewenste circuit, zijn er genoeg opties om dure apparatuur te besparen. Hieronder zijn enkele voorbeelden.
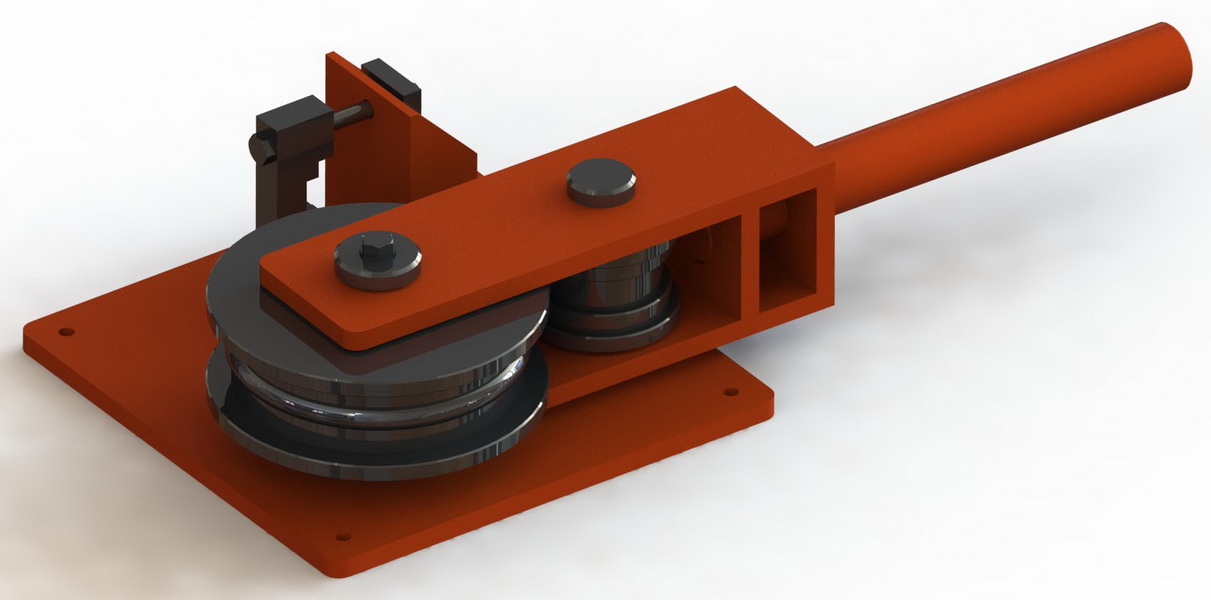
Zelfgemaakt op rol gebaseerd mechanisme
Dit is de versie die het dichtst bij de oorspronkelijke profilegib van de roller ligt. Om het te maken, moet je 2-4 video's kopen. Opgemerkt moet worden dat hun breedte iets groter moet zijn dan de breedte van het product zelf. Om het resultaat te krijgen, moet u het horizontaal bevestigen, zodat de rollen de mogelijkheid hebben om vrij te roteren. Ze moeten zich op een zodanige afstand van elkaar bevinden dat ze de buis zonder obstakels niet doorkruisen.

Met deze doe-het-zelf-assistent kunt u het product rond de omtrek buigen.Als het nodig is om een bepaalde hoek te bereiken, moet het systeem bestaan uit drie draaiende cilinders. Terwijl een van de twee wenselijk is om instelbaar te laten. Het verstevigingselement wordt tussen de rollen geplaatst en de persoon die het proces beheert, begint te scrollen.
Gebruik van de "grinder" en lasmachine
Als de constructie van een dergelijk mechanisme onmogelijk is vanwege financiën, tijd, vaardigheden of andere redenen, zijn er meer begrijpelijke variaties. Maar de toepassing van de lasmethode kost aanzienlijk tijd en vereist bewerkelijkheid.
De volgorde van werken is als volgt.
- Allereerst is het aan te raden om de toelaatbare te berekenen en zelf de vereiste buigradius te bepalen.
- Breng langs de dwarsmarkeringen van het product aan, die verder worden gesneden voor verdere aansluiting. Hoe vloeiender de overgang in het gebogen deel nodig is, hoe vaker het nodig is om markeringen aan te brengen.
- Maak sneden van drie geselecteerde zijden (randen) op de getekende markeringen. De vierde zijde mag niet aangeraakt worden.
- Buig het product na het snijden tot de gewenste kromming. om de nauwkeurigheid te verbeteren, kun je een stuk maken.Maak bijvoorbeeld een houten onderdeel met de gewenste bocht. Bevestig de niet-gezaagde kant van de rol aan de gebogen rand van de sjabloon, maak vast en buig vervolgens het veld zodat het overeenkomt met de buiging van de sjabloon.
- Las de zagen zorgvuldig en betrouwbaar.
- Las de gebieden zorgvuldig, zodat het oppervlak van het onderdeel glad wordt, zonder uitstekende naden.


Met een groot deel van de snede, zal deze methode, bij afwezigheid van anderen, geschikt zijn als nooit tevoren. Maar deze methode is van toepassing op individuele werken, dus het zou niet moeten worden toegepast op diegenen die een groot aantal elementen moeten vervormen. In dit geval kan het rationeler zijn om na te denken over het maken van een rollerbuiger.

Veer voor buigen
Alle meesters weten van deze methode. De essentie bestaat uit het volgende: een speciale veer met een vierkante doorsnede van staaldraad wordt in de buis geplaatst op de plaats waar het nodig is om een bocht te krijgen. De veer zal dienen als een doorn, de doorsnede moet 1-2 millimeter kleiner zijn dan de binnenste doorsnede. Met behulp van een steekvlam wordt de plaats van de verdere bocht verwarmd, op de plano aangebracht met een geschikte buigradius en met kracht niet krachtig aangedrukt totdat de gewenste kromming is verkregen.Deze methode is vrij eenvoudig, maar als u deze tijdens het werk gebruikt, is het raadzaam de veiligheidsmaatregelen zorgvuldig in acht te nemen: werk in speciale handschoenen en gebruik een tang.
tips
Over de fijne kneepjes van de hete methode
Om de buis op een warme manier te buigen, moet u een plamuur van zand gebruiken. De ideale optie is zand met een middelgroot zand - gebouw of rivier. Als het niet mogelijk is om alleen dit te gebruiken, dan is in laatste instantie het materiaal uit de zandbak van de kinderen, maar eerder gereinigd van onnodige inhoud, ook geschikt. Om te worden gereinigd van ongewenste onzuiverheden, is het noodzakelijk om door een zeef te zeven met gaten van ongeveer 2 millimeter. Na de eerste screening op de zeef blijven grote items - twijgen en kiezels. Hun aanwezigheid in het vulmiddel is buitengewoon ongewenst, omdat ze bij verwarming het reliëf kunnen beïnvloeden en een verdikking kunnen vormen. Vervolgens moet je de toekomstige vuller een tweede keer zeven, al door een fijne zeef om van te fijn zand af te komen. Na zeven wordt het zand gecalcineerd.

De pijp, op de plaats waar de buiging zal plaatsvinden, wordt gegloeid. Voordat je in slaap valt moet de filler voor de pluggen zorgen,waardoor hij niet genoeg slaap krijgt. Het wordt aanbevolen om ze uit hout te maken, zodat ze precies tegen de muren passen. In een van de pluggen moeten groeven worden gemaakt waar warme lucht uit moet komen. Dergelijke openingen bevinden zich aan elke zijde, d.w.z. er moeten vier vierkante secties zijn. Nadat u de plug zonder gaten in de trechter hebt geïnstalleerd, kunt u beginnen met het vullen van de opvuller. Tegelijkertijd periodiek moet kloppen om het zand te verzegelen. Nadat u de tweede plug hebt bevestigd, kunt u de bocht markeren, het onderdeel bevestigen en een uniforme verwarming produceren. Als het onderdeel is gelast, moet de naad zich buiten de bocht bevinden om divergentie te voorkomen. De kleur van het klaar voor het buiggedeelte moet van rode kers zijn en van de pijp - om van de schaal af te vliegen.

Het wordt aanbevolen om metalen producten te buigen vanaf de eerste verwarming, anders kan dit leiden tot verlies van kracht en breuk van het element. Als houten pluggen na afkoelen moeilijk te verwijderen zijn, kunnen ze in brand worden gestoken en na het stoken zand worden uitgegoten.
Over de fijne kneepjes van de koude methode
De subtiliteiten van de koude methode:
- Zonder het gebruik van speciaal gereedschap en verwarming in het koude seizoen, kan het buigproces aanzienlijk worden vergemakkelijkt. Hiervoor wordt, als alternatief voor de zandmethode, water als vulstof gebruikt. Na het vullen en installeren van de pluggen wordt het product blootgesteld aan rijp gedurende de tijd die nodig is om de vloeistof volledig te bevriezen. In het licht van de fysische eigenschappen van bevroren water, zal buigen eenvoudiger zijn.
- Om verwondingen van de borstels te voorkomen en de uitgeoefende krachten te verminderen, wordt voorgesteld om een profielpijp te gebruiken met een sectie die iets meer gebogen is. Hiervoor wordt een groter profiel op de randen van de kleinere gedragen, waardoor de schoudersterkte toeneemt.
- Masters wordt geadviseerd om een proefbocht te maken op een onnodig onderdeel van het product, dit geeft een idee van de fysieke eigenschappen en voorkomt fouten bij volgende pogingen.
Samenvattend kunnen we conclusies trekken over hoe effectief deze of die methode zal zijn. Het is raadzamer om zich tot professionals te wenden met apparatuur die speciaal voor dit doel is ontworpen om een beter resultaat te verkrijgen en tijd te besparen.Als het werk meerdere producten buigt, waarom dan niet nadenken over het aanschaffen van speciale apparatuur en misschien ook over het aanbieden van buigdiensten aan andere mensen. In dit geval kunt u snel betalen voor het apparaat.
Als alternatief is er de mogelijkheid om een pijpbuigapparaat voor een specifieke tijd te huren. Als er in uw stad een dergelijke optie is, bespaart u tijd en hoeft u niet te veel te betalen voor dure diensten van bedrijven.
Zie de volgende video voor informatie over het buigen van een pijp zonder pijpenbuiger voor een luifel.



















