Pijpbuigmachines voor profielbuizen: ontwerpkenmerken en onafhankelijke productie

De pijpenbuiger is een speciaal apparaat van handmatige soort of een productiemachine die is ontworpen om een buis van verschillende materialen onder een bepaalde hoek te buigen. Seriële apparaten verschillen in het werkingsprincipe en kunnen verschillende typen schijven hebben, maar voor het werken op een van deze apparaten is enige ervaring vereist.
U kunt aluminium, chroom, koper, gewone en roestvrij stalen of kunststof buis gebruiken met een diameter van 5 tot 1220 mm of een profiel met een andere doorsnede. Buighoek - tot 180 graden.


Apparaat en doel
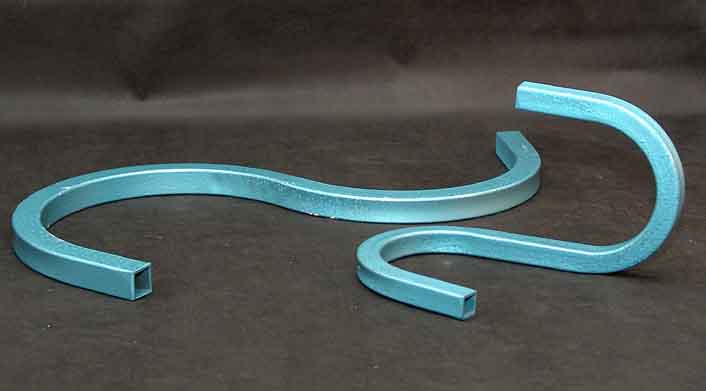
Rechthoekige, ovale en vierkante buizen in doorsnede worden profiel genoemd. Een dergelijke machine kan met de hand worden vervaardigd, gekocht in een winkel of op de markt van bouwmaterialen. In dit artikel zullen we kijken hoe je zo'n apparaat met je eigen handen kunt maken.
Bij de vervaardiging van een luifel, een kasframe, een luifel, metalen meubels en andere constructies, heeft het de voorkeur om gebogen pijpen te gebruiken, omdat dergelijke buizen platte oppervlakken hebben, waardoor het gemakkelijk is om het dakbedekkingsmateriaal te monteren. Onder levensomstandigheden is het niet eenvoudig om de buis te buigen zonder vervormingen en plooien.


Daarom wordt een pijpenbuiger gebruikt. In de meeste gevallen is dit apparaat uitgerust met een hydromechanische of elektromechanische aandrijving. Met zijn hulp is het mogelijk om de pijp in enige mate te buigen. Voor het maken van onderdelen kunt u pijpen buigen op speciale productiemechanismen. Maar gezien hun hoge kosten, is het beter om thuis een pijpenbuigmachine te monteren met uw eigen handen. Assemblage wordt gemaakt van beschikbare en vaak beschikbare materialen. Lichtgewicht constructie neemt niet veel ruimte in beslag in de garage of in de tuin.
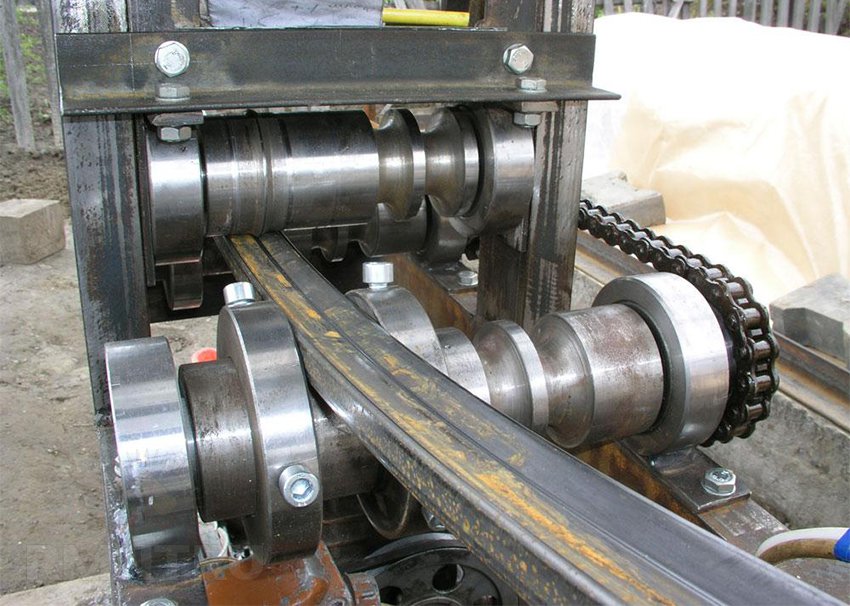
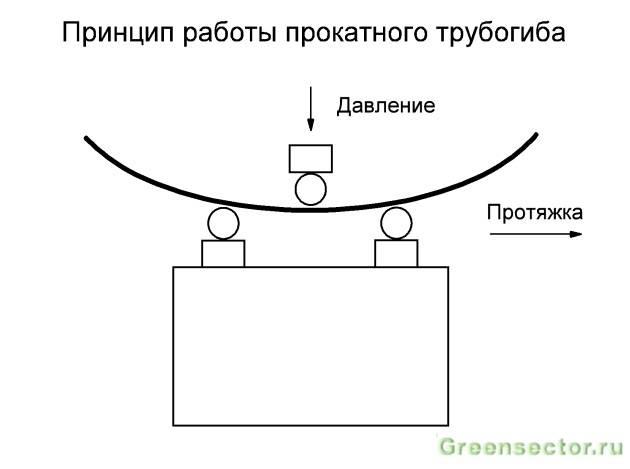
De belangrijkste onderdelen die voor een dergelijke machine worden gebruikt, zijn de assen (rollen), de hendel (krik), de aandrijfketting, de hydraulische cilinder, de rotatie-as, het frame voor het apparaat. Het frame kan worden gesloten en geopend. Het hoofdbestanddeel van een dergelijk apparaat wordt beschouwd als de hydraulische cilinder die de krachtrol vervult. Het principe van de bediening van een zelfgemaakte pijpenbuiger is altijd hetzelfde - het werkstuk wordt op de rollerstops geplaatst en in het midden bevindt zich een aanslagrol, die druk uitoefent op de buis en deze buigt naar de gewenste radius.

De rollen vormen cilindrisch of gegroefd, wat afhangt van de grootte en vorm van het werkstuk. Voor een breed en plat profiel zijn gladde rollen handig in gebruik; Veelgevraagde universele rollen. Indien nodig worden geleiderails aan de buisvormige basis bevestigd. Dit mechanisme vereist de besteding van fysieke kracht. Om het werk van machines uitgerust met hydraulische aandrijvingen te vergemakkelijken. Bovendien zijn ze uitgerust met een elektromotor (single-wormworm). De keuze van het type versnellingsbak is afhankelijk van de diameter van de buis. Dergelijke extra installaties maken het mogelijk om te buigen.pijpen met een grote diameter.


Werkingsprincipe
De bocht van de profielbuis vindt plaats volgens het principe van rollen of rollen. Om buizen van kleine doorsnede te buigen, kunnen eenvoudige methoden worden toegepast, waarvoor geen complex mechanisme nodig is.
Deze omvatten:
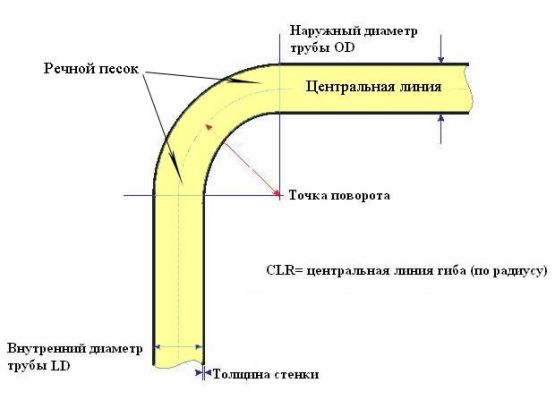
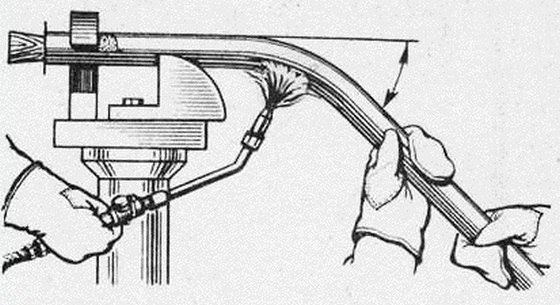
- Vullen met zand. De binnenkant van de voorbereide buis is gevuld met fijn zand, eerder gedroogd en gezeefd. Gaten aan beide zijden zijn afgesloten met files. Verder buigt de pijp in een patroon van de gewenste vorm. Indien nodig wordt de plaats van de vouw verwarmd met een steekvlam of een gasbrander totdat deze rood wordt. Deze methode is tijdrovend, heeft een lage kwaliteit en lage nauwkeurigheid.
- Vullen met water. Om een profiel met water te buigen, moet het eerst worden bevroren. De buis is aan een uiteinde afgesloten met een stop, gevuld met water en in de kou geplaatst. In geen geval mogen beide uiteinden van de buis worden afgesloten met een stop, zodat wanneer het ijs uitzet, het de buis niet zal breken. Vervolgens wordt het bevroren profiel gebogen met behulp van een sjabloon. Deze technologie is zeer geschikt voor dunwandige buizen van koper en aluminium.

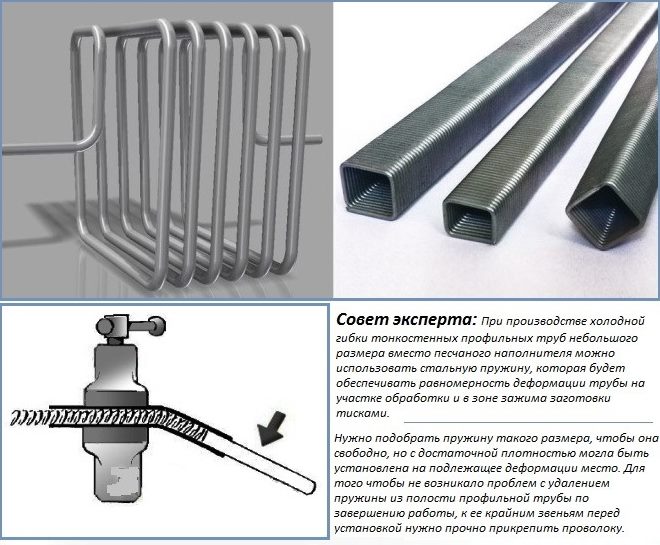
- Spring. Van tevoren is een spiraal gekruld van de metaaldraad, waarvan de dimensies 3-5% minder zijn dan de interne profielsectie. De veer wordt binnen geplaatst en nadat de buis op een eenvoudige manier kan worden gebogen met behulp van een sjabloon.Na voltooiing van het werk wordt de veer verwijderd, waterpas gezet en is het mogelijk om de veer opnieuw te gebruiken.
- Lassen, snijden. Deze methode wordt gebruikt als de buigradius minimaal is en de buis dikwandig is. Van de binnenkant van de bedoelde bocht worden, volgens eerder geproduceerde geometrische berekeningen, segmenten gesneden met behulp van een slijpmachine. De buis wordt gekanteld naar de gewenste radius en de verbonden zijden van de uitsnijdingen worden met een lasmachine gelast. Voor esthetische doeleinden worden de lasnaden door een slijpmachine geslepen.


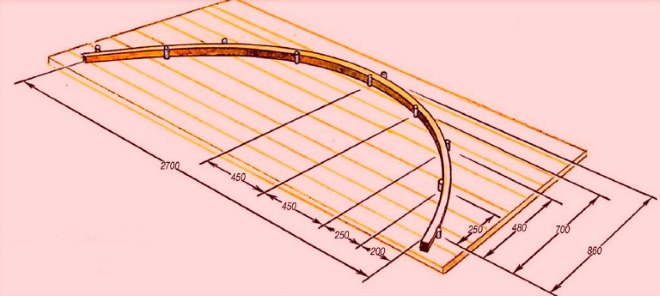
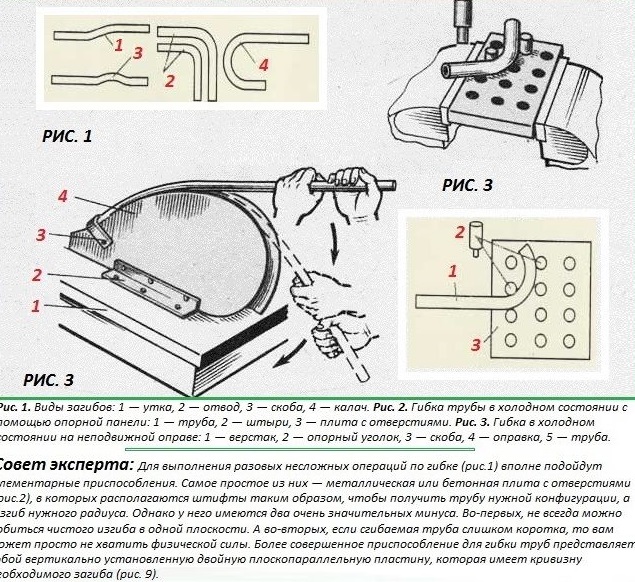
- Het eenvoudigste ontwerp is het buigen van buizen met behulp van een sjabloon. Deze methode is bedoeld voor de vervaardiging van blanco's van hetzelfde type in grote hoeveelheden. Gebruik voor het maken van dergelijke sjablonen houten planken met een dikte van minimaal 2-3 cm. Er worden limieten (zijkanten) van elk materiaal langs de randen van het afgewerkte monster aangebracht, zodat het profiel tijdens het werk niet afglijdt. Bevestiging van het systeem op de vloer of op elk vlak, bepaal de nadruk op het metalen profiel. Nadat u het tussen het aambeeld en de sjabloon hebt gebouwd, drukt u voorzichtig op het andere uiteinde en zorgt u voor een gelijkmatige druk over het hele vlak.Om het persen van de buis te vergemakkelijken, wordt een extra hendel, een lier gebruikt. Deze methode is geschikt voor een profiel met een diameter van niet meer dan 1 inch. Bij gebruik van een groter profiel in plaats van een houten sjabloon, worden verstevigingsspaties gebruikt die de gewenste radius behouden en worden vastgezet in een betonnen basis.

Het voordeel van deze methode is de lage kosten en het gemak van het werk, maar de nauwkeurigheid en kwaliteit van werkstukken tijdens de verwerking zal lage tarieven hebben. Bovendien moet u elke keer dat u een andere straal moet buigen een nieuw patroon maken. Deze optie is goed toepasbaar voor het buigen van aluminium en koperen leidingen.
De hierboven gegeven methoden werken met behulp van spierkracht, daarom worden ze alleen gebruikt voor dunwandige profielen met een lage sterkte. Voor buizen met een grotere doorsnede zijn speciale machines met een elektrisch mechanisme nodig. Maar dit betekent niet dat het noodzakelijk is om een productiemachine zonder fouten te kopen. Handmatige uitrusting is eenvoudig zelf te monteren.

Soorten machines
Volgens de vereisten van de bediening zijn er vaste (stationaire) en handmatige machines.Stationaire structuren worden in grotere mate gebruikt in fabrieken. Een handgemaakt apparaat gemaakt met uw eigen handen is meer geschikt voor huishoudelijk werk.
Afhankelijk van de drive zijn er verschillende soorten pijpbuigtoestellen:
- hydraulisch (hydraulische krik toegepast). Er zijn stationair en handmatig. Buig pijpen met een diameter tot 3 inch. Dergelijke machines worden gebruikt in speciale industrieën en kunnen een indrukwekkende hoeveelheid werk verrichten.
- Mechanical. De druk wordt handmatig gevormd met behulp van de hoofdschroef of hendel.
- Elektrische. Buigen gebeurt ten koste van de elektromotor), geschikt voor het buigen van eventuele pijpen - zowel met dunne als met dikke wanden. Dankzij de elektronica worden nauwkeurige berekeningen van de buighoek gemaakt. Dergelijke buizen hebben geen vervormingen.
- Electro. De hydraulische cilinder wordt aangedreven door een elektromotor.



Buisbuigmachines volgens het vermogen van buigen van pijpen zijn verdeeld in mechanismen die werken met pijpen waarvan de diameter tot 16 mm, 20 mm, 32 mm, 50 mm, 76 mm is.
Om de buis op verschillende manieren te buigen.
In dit opzicht zijn de benders door middel van de buigmethode onderverdeeld in:
- Segment.Ze zijn uitgerust met een speciaal apparaat dat tegelijkertijd het werkstuk in de gewenste hoek rond het segment trekt en buigt.
- Machine kruisboog weergave. Uitgerust met een speciaal mechanisme bestaande uit een buigcomponent.

- Spring apparaten. Uitgerust met veren. Op dergelijke machines is het mogelijk om metalen onderdelen te hanteren.
- Sod. Bestaat uit een gids die vóór het begin van de werkzaamheden in de pijp wordt geplaatst. Een dergelijk element met een doorn beschermt het onderdeel tegen vervorming en afvlakking. Deze machine wordt gebruikt bij het maken van autobuizen en voor het buigen van aluminium buizen.
- Pluisvrij Buigen wordt uitgevoerd door het onderdeel op de buigrol te wikkelen.

De lengte van het werkstuk, dat moet worden gebogen, gebruikt apparaten van twee typen:
- hefboom machines;
- rollende apparaten.
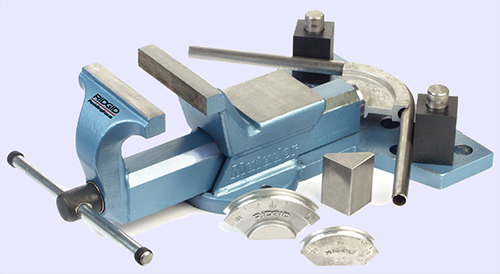
Lever-type apparaten worden als de meest voorkomende beschouwd. Ook verkrijgbaar in industriële productie zijn pijpenbuigers voor gras- en kruisbogen. Het werkingsprincipe van dergelijke machines bestaat uit twee geleidingsrollen en een manometer (doorn). Een dergelijk mechanisme maakt het mogelijk om koude bewerking van ronde metalen buizen in kleine gebieden uit te voeren.Vanwege zijn kleine formaat, wordt de kruisboogbuiger beschouwd als de meest voorkomende vorm van professionele installateurs van technische communicatie. Het apparaat kreeg zijn naam vanwege het feit dat het ontwerp lijkt op een kruisboog.
Maar dit soort methode leidt tot een rechte rek langs de externe buigradius, die de vermindering van de wanddikte en de breuk ervan beïnvloedt. In het bijzonder is de kruisboogmethode niet geschikt voor het buigen van dunwandige buizen.

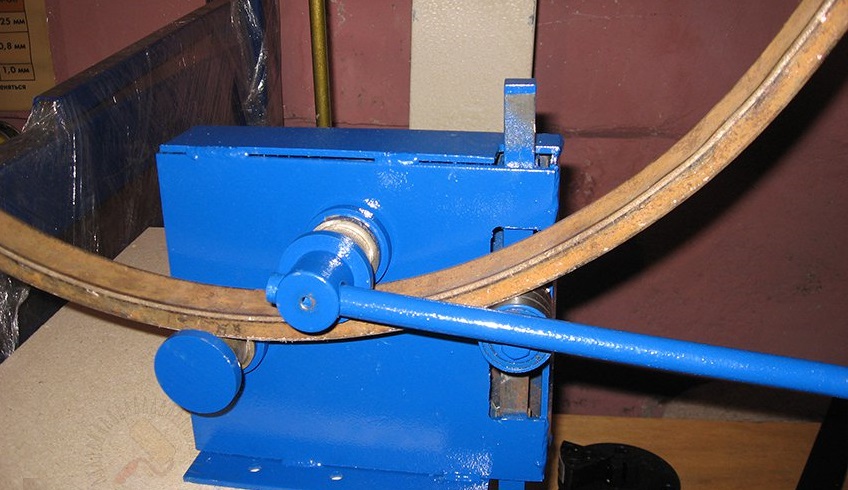
Voor de productie van een aanzienlijk aantal monotypische delen met een kleine buigingsradius is het mogelijk om een pijpenbuiger te gebruiken. Deze eenheid bestaat uit twee katrollen (wielen) van verschillende diameter, bevestigd op de assen. Door een uiteinde van de buis aan het wiel te bevestigen, drukt een rol met de kleinste diameter (hoofdwiel) het werkstuk onder druk en rolt tegelijkertijd de rol over het te bewerken onderdeel. Vanwege wat de pijp is gebogen langs het oppervlak van een grote katrol, het verkrijgen van zijn vorm. Het enige nadeel van deze methode is de onuitvoerbaarheid van het extraheren van krommen met een grotere straal.
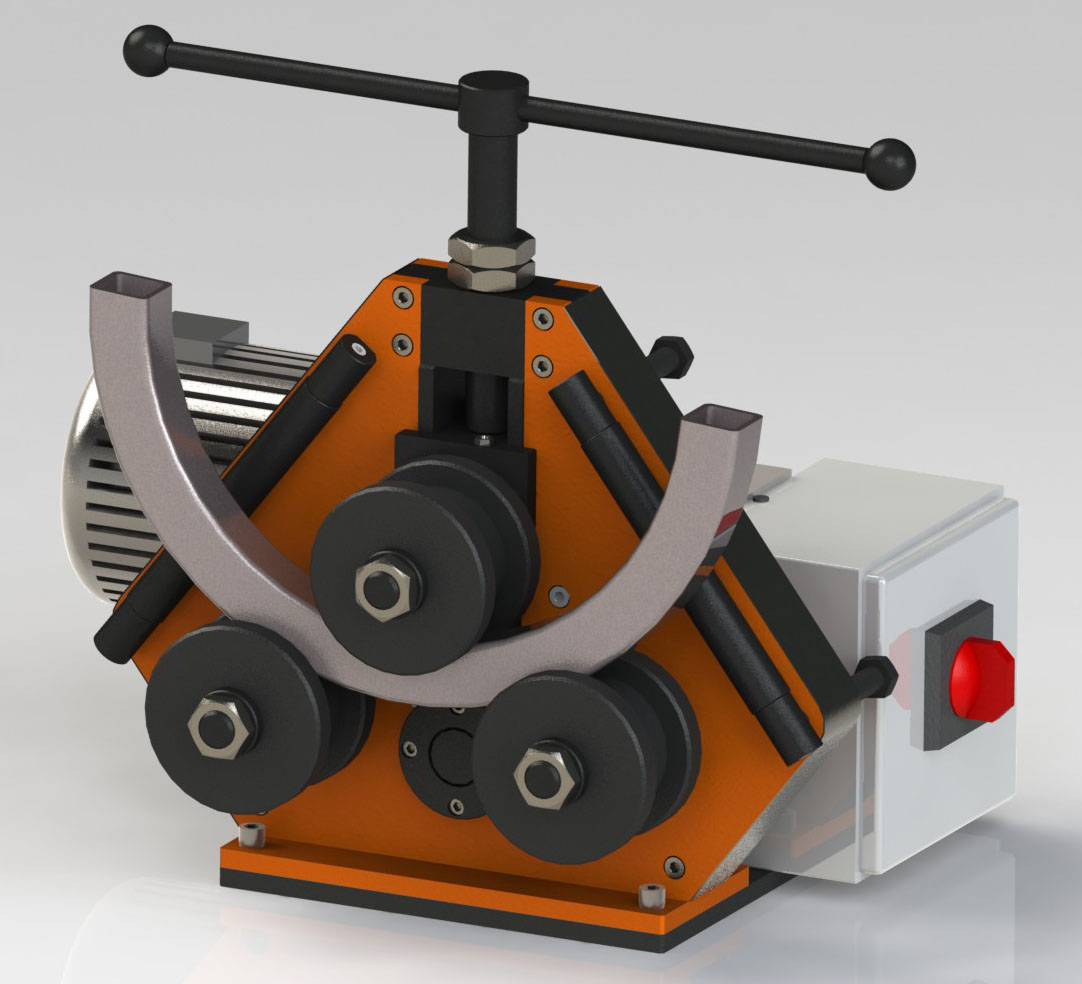
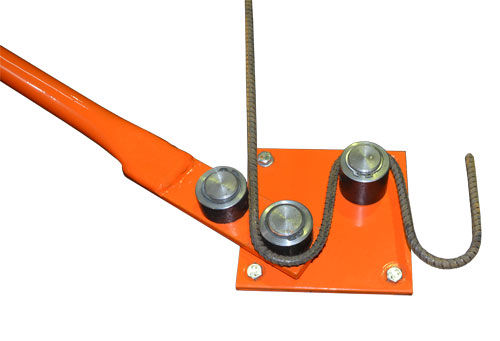
Praktisch en veelzijdig in het werk zijn rollende (buig) machines, met de hand gemaakt, waarin u de vervormingshoek van een metalen buis kunt aanpassen. Het eenvoudigste systeem van de rollende machine bestaat uit een basis en een aandrijfas die erop is bevestigd, op een bepaalde afstand van elkaar. De druk wordt uitgeoefend op de pijp door een beweegbare rol en het trekken ervan wordt uitgevoerd door de hoofdassen te roteren. Wanneer u kleine radiusbochten maakt, moet u 50-100 runs voltooien. Om vervorming te voorkomen, moet u het product met dezelfde snelheid rollen. Het onafhankelijk assembleren van het rolmechanisme in de huiselijke omgeving zal moeilijk zijn, omdat draaien en lassen vereist is.


Benodigde gereedschappen en materialen
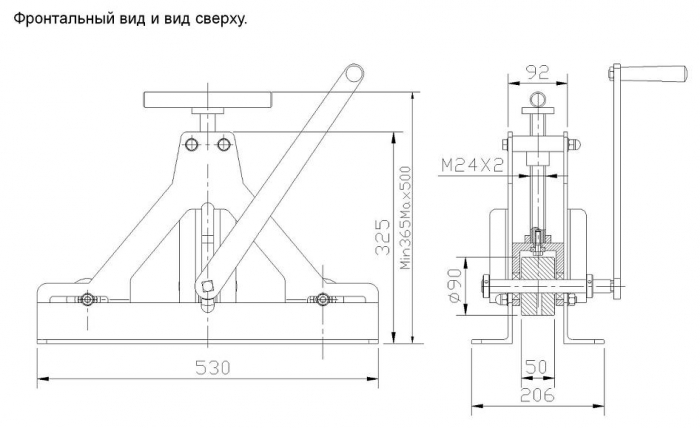
Eerst moet u het juiste schema (tekening) ontwikkelen met nauwkeurige metingen en de benodigde materialen. Voordat u de machine monteert, bepalen we welke straalboog van het profiel noodzakelijker is. Op basis hiervan de grootte van de waaier selecteren.
Bij het opstellen van de tekening van een zelfgemaakte machine moet u zich houden aan de hoofdregel: kracht en lichtheid van de constructie. De volgende elektrische gereedschappen zijn ook nodig: een lasmachine, een schroevendraaier, een Bulgaarse, snij- en slijpstenen, een hamer, een bankschroef, een boormachine.

Bouwschema
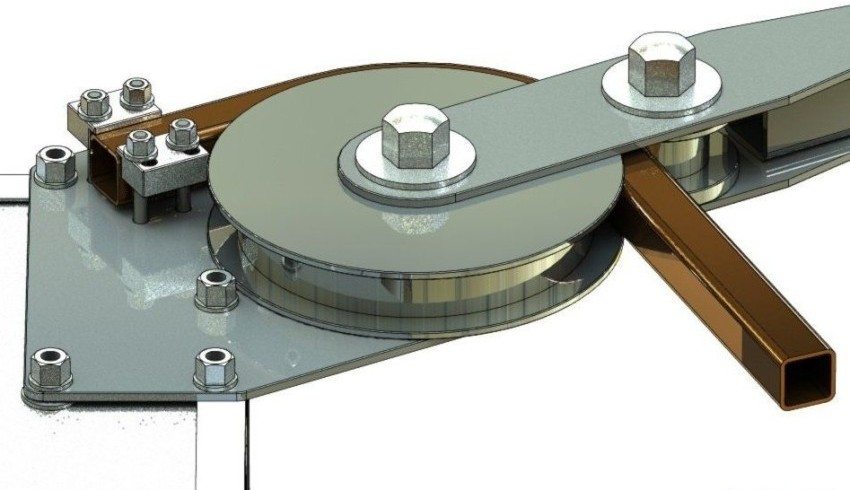
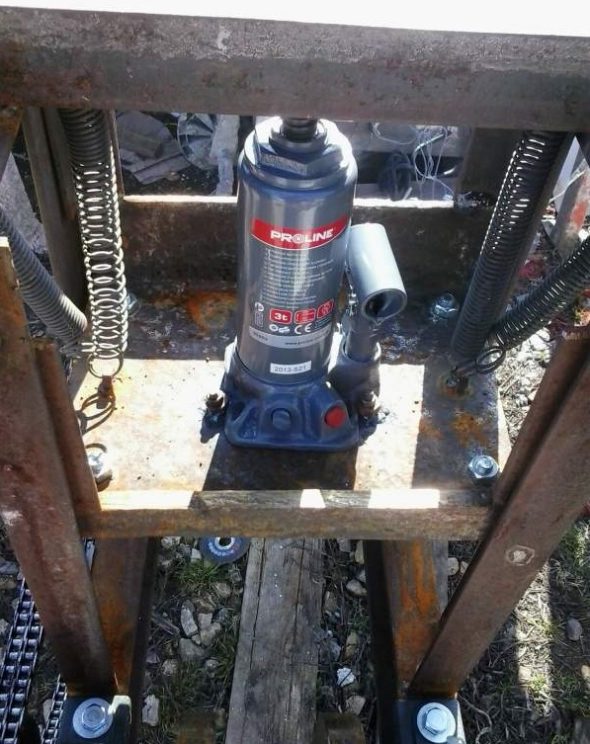
Het is mogelijk om een hydraulische machine te construeren voor puntbuigen van 2 delen van een kanaal, 4 hoeken en 2 delen vingers van een tractorspoor. De afbuiging van de pijp verschaft de gebruikelijke hydraulische hefboom (krik) met een kracht van ten minste 5 ton. Er is een metalen "schoen" op gemonteerd. Het kan worden besteld en gekocht bij een draaier of het meeste uit de oude riemschijf halen. De breedtegraad van de "streamlet" moet overeenkomen met de breedtegraad van het profiel. Door de helft van de poelie af te snijden en er een koker in te boren voor de krik, krijgen we een hydromechanisch aandrijfsysteem. De basis van de zelfgemaakte machine is 4 hoeken (plank 60-80 mm), die aan de metalen plaat zijn bevestigd. Twee kanalen worden synchroon aan de bovenhoeken gelast. Gaten worden symmetrisch geboord in de kanaalwanden om de buighoek van de plano te regelen.
Zo'n machine is heel gemakkelijk te gebruiken. In de gaten in het kanaal zijn 2 metalen vingers geplaatst en erop gezet rollen stopt. De krik met een schoen wordt op een zodanige manier omhoog gebracht dat een profiel tussen de steun en de aanslagen kan passen. Na de installatie werken de pijpen op de krikhandgreep en vormen de gewenste bocht.

De pijpenbuiger kan ook met uw eigen handen worden ontworpen. Om het te bouwen, hebt u twee lineaire meters van het kanaal nodig (wandniveau 15-20 cm), dat het rek en de basis zal zijn. Voor rollen kunt u 6 kleine stukjes metalen pijp gebruiken, die als houder voor lagers zullen dienen. Om deze reden moet de interne afmeting van de buis overeenkomen met de externe waarde van het lager. Nadat de keerder assen heeft gemaakt voor het buigen van rollen, gaat u verder met de montage van het bed.
Vanwege de rotatie van de hendel die is bevestigd aan de schacht van de tussenstop, wordt buigen van de profielbuis uitgevoerd. Het is mogelijk om de buigradius van het profiel in te stellen met behulp van het kantelen van het zwaaikanaal en de rollen langs de randen. Voor dit doel worden de rollen niet aan het frame gelast, maar worden ze verschoven. Hydraulische krik kan worden vervangen door auto.
Voor de eenvoudigste machine zijn de volgende elementen nodig:
- jack;
- sterke veren;
- stalen profielen voor montage van frames;
- rollen (schachten) - drie stukken;
- aandrijfketting.
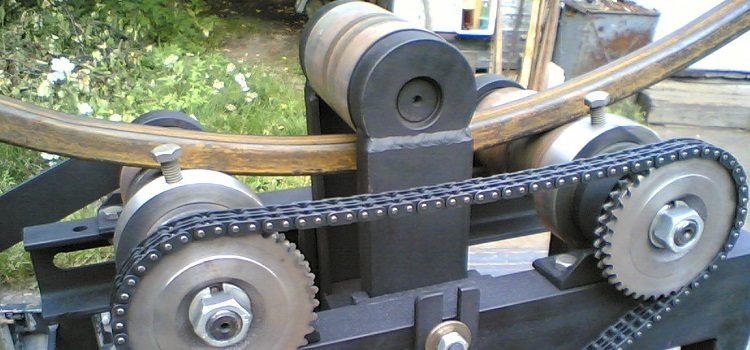
Verzamel vervolgens het apparaat. We installeren een sterk frame, waarvan de delen zijn verbonden door lassen of bouten. Stel volgens de tekening de rotatie-as en de rollen in.De assen zijn zodanig gefixeerd dat de twee buitenste assen boven de middelste liggen en een boog vormen. De afstand tussen de rollen bepaalt de buigradius van de profielpijp. Voor de werking van een dergelijk mechanisme wordt een kettingtransmissie gebruikt, die bestaat uit drie versnellingen en een oude ketting (reserveonderdelen van een auto, motorfiets of andere uitrusting). Om het volledige geassembleerde systeem in actie te brengen, hebt u een hendel nodig die aan een van de rollen (assen) wordt bevestigd en de vereiste rotatiekracht creëert.


De machine voor het buigen van de profielpijp kan ook met de hand worden gemaakt. Voor dit mechanisme bestaat het bed uit een kanaal met een lengte van 77 en een hoogte van 10 cm.
We monteren de constructie volgens de instructies:
- Van de metalen strip met een breedte van 5 millimeter worden 4 hoofdstandaards gesneden voor kleine schachten, het profiel beweegt mee. Knip in de boveneindenlibel de opening voor de rotatieas van de rollen uit. De grootte van de rekken - 5 * 10 cm.
- Rekken worden met een lasapparaat op een afstand van 30 cm aan het kanaal bevestigd en rollen voor assen zijn te vinden op de markt voor bouwmaterialen.
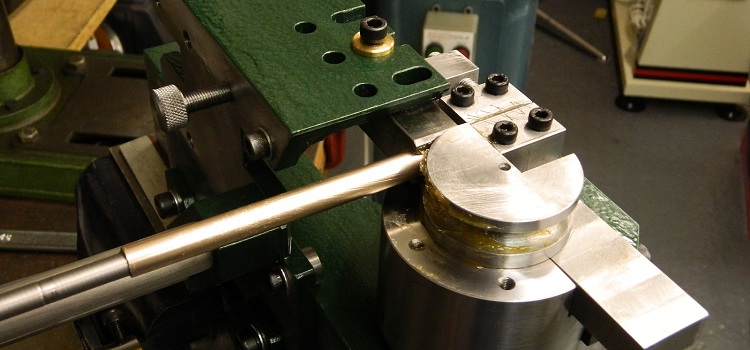
- Vervolgens wordt een plaat onder de machine gesneden uit een metalen plaat met een dikte van 8 mm. De afmeting van de plaat is 25 * 25 cm.Een centrale rol wordt op de plaat geplaatst door te draaien, waardoor het profiel zal bewegen.
- Aan de uiteinden van de plaat zijn houtstroken geplaatst met een breedte van 10 millimeter, die zijn bevestigd met superlijm. Zodat we bij het draaien van de rol de plaat niet kunnen vangen, hebben we deze steunen nodig.


- Om de rol te installeren, hebt u 2 lagers nodig, in de diepte waarvan de as van de as zal draaien. De lagers worden bevestigd met behulp van bouten in de openingen die vanaf de binnenkant van de steunen worden geboord.
- Dan is het noodzakelijk om 4 stands te maken van 40 cm lang, gebruikmakend van de 50e hoek, en bevestig ze op de randen van de plaat met de hoofdas door lassen, en bevestig deze op de stanitsa (kanaal) van de machine. De plaat wordt in het centrale deel van de pilaren geplaatst, waarbij de afstand tussen de assen van de rollen gelijk is aan de grootte van het profiel waarmee u wilt werken.
- Pluggen worden gesneden uit 8 mm metaalplaat, hun lassen wordt bevestigd aan het bovenste fragment van de rekken. Vervolgens moet u een plaat maken onder de kap van de machine, waarin de stelschroef is geïnstalleerd. Van de binnenkant van de plaat wordt een opening geboord overeenkomend met de diameter van de gebruikte schroef.


- De pluggen zijn geboorde openingen voor bouten (met een diameter van 10 mm) en de afdekplaat is in de racks bevestigd.
- Een draad wordt gesneden in de opening in het deksel en de hiel wordt ingeschroefd, in het midden waarvan de klemschroef roteert.
- Een hoek van 15 mm is aan de plaat gelast, wat een externe schroefstop is. In de hoek onder de schroef is geboorde opening, synchrone as van de hiel. Een juiste draad wordt gesneden in de opening.
- Het blijft over om de hendel voor de hoofdas te bevestigen en deze op de as van de rol te bevestigen. Het handvat kan worden gemaakt van de klep van de luiken of een stuk versterking op de gewenste lengte.


Montage technologie
Om de gemonteerde constructie tegen vocht te beschermen, is deze bedekt met een speciale oplossing die bescherming biedt tegen roest en vervolgens wordt geverfd. In hydraulische machines is het mogelijk om een gebogen buis van verschillende materialen en dikwandige producten te buigen. Voer een vergelijkbare procedure uit, mogelijke koude en warme (voorverwarmingsbuis) methode. Het doel van de hete methode - de pijp wordt buiten verwarmd of er wordt warme lucht in de pijp geleid, waardoor de plasticiteit toeneemt, respectievelijk nemen de buigkwaliteitsindicatoren toe. Koud - deze methode is eenvoudig, hij wordt gebruikt voor kunststofbuizen.
Vóór het buigen worden dergelijke buizen gevuld met zout, olie, zand, water, waardoor de bocht van de hoogste kwaliteit kan worden geproduceerd zonder aanzienlijke schade aan de buis.

Handige tips
- Verwijderbare rollen van verschillende typen bieden de mogelijkheid om te werken met zowel de gevormde buis als de ronde buis.
- Om het buigmechanisme het meest multifunctionele te maken, moeten de drukrollen mobiel worden gemaakt. Hierdoor is het mogelijk om de straal van de buisbreuk te wijzigen.
- Als het buigen wordt uitgevoerd met behulp van een sjabloon, dan is het voor het aansluiten van de pijp op het monster mogelijk om ijzeren haken te gebruiken voor de stop.
- Als de profielpijp moet worden gebogen onder de grootste straal, is het juister om een buigmachine met drie rollen te gebruiken.
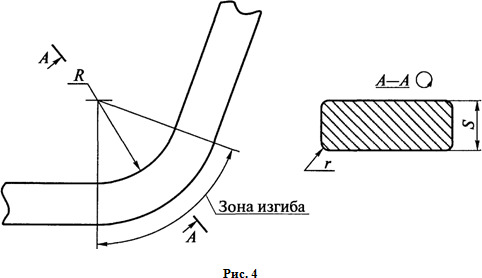
- Er moet aan worden herinnerd dat op de plaats van het buigen het profiel zijn kracht verliest. Om deze reden, als hoeken dichter bij 90 graden worden gebruikt, is het juister om de buis door te zagen en, met behulp van lassen, deze de gewenste buighoek te geven.


- Aan elke fabrieksmachine is een gedetailleerde handleiding toegevoegd, waarin alle kenmerken en technische gegevens van het apparaat worden vermeld. Om de machine lang en zonder onderbrekingen te laten functioneren, is het absoluut noodzakelijk om de instructies te lezen voordat u met het werk begint.
- Vergeet niet over persoonlijke beschermingsmiddelen.Tijdens het werken met de molen is het noodzakelijk om een bril of een veiligheidsschild te gebruiken en om gelaste koffers in speciale kleding, handschoenen en lasmasker te dragen.
In de volgende video vindt u complete instructies voor het monteren van een pijpenbuiger thuis.



















