De subtiliteiten van het proces van het lassen van kunststofbuizen

Kunststofbuizen zijn een prima optie voor het vervangen van sanitair en verwarmingssystemen. Hun installatie is meer een heel opwindend spel dan werk, en het proces van het lassen van kunststofbuizen verschilt in veel opzichten van traditionele lasprocessen.

Speciale functies
Het lassen van kunststofbuizen is het verwarmen van de randen van onderdelen die zijn gelast tot een bepaalde temperatuur. Dit proces wordt uitgevoerd met behulp van een speciale verwarmer en het verbinden van het ene deel met het andere op een bepaalde diepte.
Bovendien hebben kunststofbuizen enkele voordelen:
- lange levensduur;
- lage massa;
- installatiewerk is eenvoudig;
- lage prijs;
- niet corroderen.
Ook is apparatuur voor het lassen van kunststof buizen goedkoper dan een lasmachine voor metalen constructies. Bovendien kan zelfs een onervaren persoon een dergelijk proces aan, als er een assistent is.


Details van het ontwerp op de voering, speciaal hiervoor gemaakt. Ze worden enige tijd op de juiste temperatuur verwarmd, waarna de onderdelen van de pads worden verwijderd en zeer snel worden aangesloten, terwijl ze stevig moeten worden samengedrukt. De randen van de constructie zijn aan elkaar gesoldeerd en vormen een geheel.
Het proces van het lassen van kunststofbuizen heeft zijn nadelen. De belangrijkste is de mogelijkheid van het vormen van stromingen in de pijp. Ze verschijnen in het geval dat de temperatuur te hoog is, en tijdens het lassen is dit niet precies vermeden, dus je moet al het werk heel voorzichtig uitvoeren.
Een te lage temperatuur werkt ook niet - in dit geval kunnen de onderdelen eenvoudig niet volledig met elkaar worden verbonden. Het blijkt dat het erg moeilijk is om de optimale temperatuur voor het solderen te vinden.

instrumenten
Voor het lassen heb je een paar hulpmiddelen nodig.
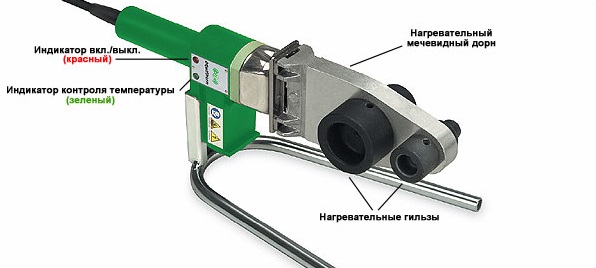
- Lasapparatuur. Dit kan een speciaal strijkijzer zijn, een lasapparaat voor plastic buizen of een gewone soldeerbout. Je kunt dit proces zelfs uitvoeren met een fakkel of een speciaal pistool.
- Nozzles voor soldeerbout.De meest populaire modellen zijn modellen met een grootte van 20 mm.
- Speciale scharen van het batterijtype die elektrisch worden bediend. Zo'n gereedschap heeft een vrij hoge snijsnelheid. Hiermee worden een paar seconden besteed aan het trimmen van een pijp. Als de hoeveelheid werk klein is, kunt u een normale zaag of mes gebruiken. Professionals gebruiken ook een speciale schaar.

- Schweyer is een hulpmiddel voor het verwijderen van de contour. Het is nodig als het product is bedekt met een laag aluminium.
- Flat skimmers. Gebruikt met slechte contourkwaliteit. Het wordt gebruikt om ervoor te zorgen dat het plastic niet pest. Als er echter een speciale schaar werd gebruikt, dan is dit niet nodig, omdat met hun hulp alles netjes is gedaan.
- Koud lassen is nodig in die gevallen, als er ergens een lek is, en je moet podvarit snel ter plaatse.
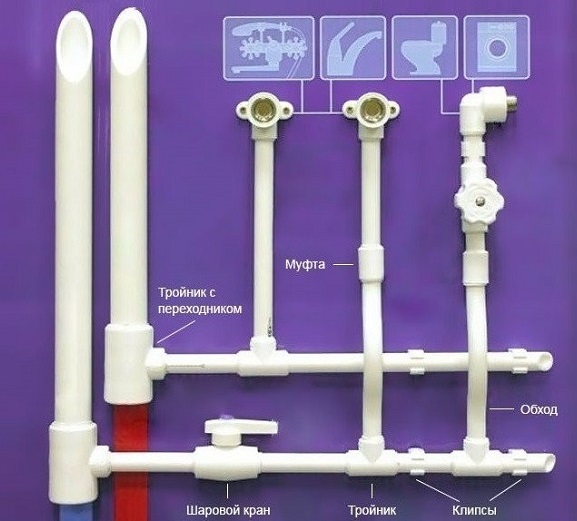
- Fittingen of koppelingen. Selecteer ze, afhankelijk van welke verbinding wordt gebruikt.
- Roulette met een potlood of een marker. Vereist voor het markeren van snijpunten en verbindingen.



Alle gereedschappen kunnen worden gekocht in gespecialiseerde winkels. Bij het kiezen van een lasmachine is het echter de moeite waard de hoge prijs te overwegen.Als het maar één keer wordt gebruikt, is het beter om het te huren.
Hoe te solderen?
Om plastic buizen goed met hun eigen handen te lassen, hebt u instructies nodig. Eerst moet u bepalen waar de installatie van de pijplijn gebeurt. Het is raadzaam om een plan te maken zodat de te lassen knooppunten zich niet op moeilijk bereikbare plaatsen bevinden. Het is het gemakkelijkst om de volledige structuur direct op de tafel te monteren, zodat u deze vervolgens in de reeds toegewezen ruimte kunt herstellen.
Daarna moet je een lasmachine voorbereiden. Het moet worden geïnstalleerd op een speciale standaard, die een klem wordt genoemd. Zorg er vervolgens voor dat de contactoppervlakken niet vervuild zijn. Als het vuil er nog steeds is, moet u het afvegen met een doek gedrenkt in technische alcohol.

Op de temperatuursensor moet de temperatuur worden ingesteld op 260 C. Daarna wordt het lasapparaat aangesloten op het elektriciteitsnet en wordt op de aan / uit-knop gedrukt. Vervolgens wordt het gedurende 15-20 minuten verwarmd. Wacht nog eens 5 minuten wanneer u het voor de eerste keer gebruikt. De pijp moet met een speciale schaar op de gemarkeerde plaats worden afgesneden. Vervolgens wordt een fitting geselecteerd met een diameter van de gewenste grootte.Het uiteinde van de kunststof buis en het hulpstuk moeten tegelijkertijd in het lasmondstuk worden gestoken - ze moeten in hetzelfde vlak liggen.


Rekening houdend met de diameter van de buis, wordt de temperatuur toegevoegd en wordt de tijd die hiervoor is vereist bewaard. Nadat de elementen zijn verwarmd, moeten ze van het lasapparaat worden verwijderd en onmiddellijk worden aangesloten. Dan moet je ze in de aanbevolen staat van tijd houden. Een uur later wordt de pijpleiding gebruikt voor het beoogde doel.
Wanneer de spike gereed is, moet u de knoop controleren op doorlaatbaarheid. Om dit te doen, wordt het geblazen of laat er water door. Als het soldeer is afgesloten, is het bestand tegen hoge druk.
Laspijpen van polypropyleen worden niet aanbevolen bij lage temperaturen.



Als de temperatuur onder nul is, zal het plastic behoorlijk bros zijn, en het solderen zal lek blijken te zijn, wat kan leiden tot lekkage en scheuren van de pijpleiding. Om dit te voorkomen, wordt een draagbare kachel of een warmtepistool geïnstalleerd in een tent op de laslocatie.
Lassen van kunststof buizen met een grote diameter. Om producten met een grote diameter, waarvan de afmeting meer dan 63 mm is, te solderen, moet u de verbinding aan de verbinding solderen.In dit geval wordt de spike uitgevoerd door de eindpijpen te smelten en ze met grote moeite te verbinden. Je moet ervoor zorgen dat alle uiteinden van de lege plekken perfect plat zijn. De spike zal dus de meest duurzame zijn en bestand zijn tegen hoge druk.

Vlam- of mouwspies. Kunststofbuizen met een diameter van maximaal 40 cm worden gesoldeerd met behulp van een speciale handmatige inrichting. Het bestaat uit een centreerapparaat, evenals nozzles voor het bevestigen van blanks. Het uiteinde van het gezaagde stuk buis wordt schoongemaakt met een vijl of schuurpapier. Het lasapparaat wordt verwarmd en alle details van de toekomstige pijpleiding erin geduwd en vervolgens gesoldeerd. Alles moet snel worden gedaan, totdat het materiaal de gewenste temperatuur heeft.
U moet er ook op letten dat bij het solderen van de flare de binnendiameter van de niet-verwarmde fitting kleiner moet zijn dan de buitendiameter van de buis. Na het lassen wordt het enige tijd bewaard, wat wordt toegewezen voor koeling, en het is onmogelijk om te bewegen en elementen om te draaien om vervorming te voorkomen.

Versterkte buizen lassen. Dergelijke buizen worden gebruikt voor verwarmingssystemen.Voordat u met de werkzaamheden begint, moet u de aluminiumlaag met behulp van een puntenslijper schoonmaken. Dit werd gedaan zodat aluminiumfolie tijdens het gebruik in contact met water niet kon instorten en ook niet lekte.
Lassen van polypropyleen buizen met behulp van een industriële droger. Deze methode wordt alleen in sommige gevallen gebruikt. Bijvoorbeeld om twee stukken buis aan te sluiten, om gevormde delen te maken, om een knie van afzonderlijke elementen te installeren. Wanneer kunststof wordt gecombineerd, wordt de industriële droger geleverd met een reflector, dat wil zeggen een spuitmond met een speciale coating. Dit wordt gedaan zodat het gesmolten metaal er niet aan kleeft.


Wanneer de droger op het tafelblad is geïnstalleerd, moet deze op de minimale luchtstroom worden ingesteld. Het mondstuk wordt verwarmd tot de gewenste temperatuur en vervolgens tegen de uiteinden van beide plastic blanco's gedrukt. Wanneer het polypropyleen wordt verzacht, moeten de leidingen worden aangesloten. Onderdelen worden ongeveer 30 seconden op deze positie gehouden. Daarna blijven ze aan elkaar plakken en verharden ze. Dergelijk lassen is erg sterk en duurzaam.
Kunststofbuizen lassen op ongemakkelijke plaatsen. Natuurlijk is het bij directe buisruns veel gemakkelijker om te solderen.Wat moeilijk bereikbare plaatsen betreft, om onaangename momenten tijdens de installatiewerkzaamheden te voorkomen, is het noodzakelijk om de pijpleiding direct op het tafeloppervlak te monteren. In die gevallen waarin het nodig is om buizen op zeer onhandige plaatsen te solderen, bijvoorbeeld onder het plafond of in de buurt van de batterij, kan men niet zonder de hulp van een andere persoon.


Wanneer alle delen van de plastic leidingen zijn geassembleerd, kunt u beginnen met het aansluiten van het geheel in gewicht. Ook hier is een assistent nodig die de lasmachine vasthoudt terwijl de onderdelen zijn aangesloten. Als de assistent ook op zijn minst enige ervaring heeft met lassen, kan dit beurtelings worden gedaan, wat het werk een beetje gemakkelijker zal maken.
Alles moet snel en nauwkeurig worden gedaan, en bij de kleinste kromming moet je het beschadigde element onmiddellijk vervangen. Het belangrijkste punt is het respecteren van de temperatuursomstandigheden, omdat oververhitting van kunststofbuizen kan leiden tot verlies van vorm, wat een probleem kan zijn tijdens installatiewerkzaamheden.

tips
Beginnen met lassen werkt loodgieterswerk met uw eigen handen, u moet luisteren naar het advies en de aanbevelingen van specialisten. Ze helpen de automatische bewegingen tijdens het lassen tot een doelbewust proces.

Als de laswerkzaamheden voor de eerste keer worden uitgevoerd, moet u een beetje oefenen voordat u kunststofbuizen installeert. Na het afsnijden zullen de pijpen onnodige stukken blijven die redelijk geschikt zijn voor training. Het is noodzakelijk om alles te doen zoals in het volledige proces.
Het is noodzakelijk om te trainen totdat de hand is opgepakt. Als fittingen worden gebruikt, kunt u een paar items met hen solderen. Je moet niet één of twee fittingen voor training missen, want dan kun je een hele pijp verpesten, die vele malen duurder is.

Het is noodzakelijk om materialen met een kleine marge te kopen, omdat deze kunnen worden beschadigd voordat het werk begint. Zelfs ervaren professionals zijn niet verzekerd tegen overmacht, wat te zeggen over de nieuwkomer. Daarom is het beter om een element te hebben na de voltooiing van het werk.
Bij het verbinden van structuren met een kleine diameter, is het noodzakelijk om ervoor te zorgen dat als gevolg van oververhitting van het materiaal in het midden er geen knobbeltjes zijn. In dit geval kan de doorgang worden geblokkeerd en zal water in het systeem doorbreken. Daarom is het voor het starten noodzakelijk om de waterleidingen met lucht te blazen.

Bovendien zijn er nog steeds veel gevallen waarin niet-naleving van de regels kan leiden tot vergelijkbare lekken of blokkades in het systeem. Bijvoorbeeld, onjuiste plaatsing van de buis in de fitting, dat wil zeggen niet tot stilstand.In dit geval wordt een spleet tussen de wanden van de buizen gevormd en zullen de gebruikelijke belastingen te groot zijn, wat tot lekkage kan leiden.
U kunt de kwaliteit ook testen door op de pijp of de verbinding te duwen. Het ontwerp moet bestand zijn tegen een dergelijke test. Als het niet overleeft, zal het tijdens het proces van korte duur zijn. Daarom moet u polypropyleenpijpen alleen aanschaffen bij leveranciers met een goede reputatie - in dit geval hoeft u zich geen zorgen te maken dat de structuur uiteindelijk onder druk zal buigen of breken.


Nadat het volledige systeem is verzameld, is het noodzakelijk om te beginnen met de werking ervan zodra er ten minste één uur is verstreken. Deze periode is voldoende om de naden te verharden. Je moet de uitstulpingen niet verwijderen als het lasproces aan de gang is - dit zal leiden tot een nog grotere vervorming van de pijpen, terwijl dit proces al onomkeerbaar zal zijn. Na opwarmen koelt polypropyleen vrij snel, dus traagheid in lassen is onaanvaardbaar.
Het is noodzakelijk om ervoor te zorgen dat het water niet in de pijp valt, omdat het bij verwarming zal veranderen in stoom en de verbinding zijn kracht verliest. Hete kunststof buizen hebben een zeer hoge temperatuur, dus zorg ervoor dat u voorzorgsmaatregelen neemt.Om je lichaam te beschermen, draag je een badjas en dikke handschoenen - dit zal de huid beschermen tegen brandwonden. Alle acties moeten netjes en geverifieerd zijn.


Bij het lassen moeten alle verbindingselementen worden gereinigd en ontvet, anders zal lassen van hoge kwaliteit niet werken. Dit moet onmiddellijk voor aanvang van de werkzaamheden worden gedaan.
Fabrikanten van polypropyleenbuizen zeggen dat het onmogelijk is om producten met verschillende handelsmerken te solderen, omdat buizen en fittingen van elkaar verschillen, waardoor het combineren van materialen met verschillende technische kenmerken niet alleen tot problemen bij installatiewerkzaamheden kan leiden, maar ook tot gevolg kan hebben dat de constructie faalt.

In het proces van distributie van gebruikte en pijpen, en koppelingen, evenals richtingaanwijzers. Daarom is het de moeite waard om te weten dat de pijpen van buitenaf en alle andere elementen worden verwarmd - van binnenuit. Vergeet deze regel niet, anders zijn de verbindingen van korte duur.
Na het onderzoeken van alle subtiliteiten van het proces van het lassen van kunststofbuizen, kunt u gemakkelijk zelf bepalen welke versie van het proces moet worden gekozen bij de installatie van een nieuw waterleidingsysteem of verwarmingssysteem. Het koken van dergelijke pijpen zal voor iedereen zijn als er een assistent thuis is.Voor het werk is geen ingewikkelde machine nodig, omdat alleen handen en een lasmachine voldoende zijn.
Zie de volgende video over het zelf solderen van polypropyleen buizen.



















