Hoe polypropyleen pijpen te solderen?

Polymeerproducten worden op veel gebieden gebruikt. Plastic beker, wasmand, verwarmingsradiatoren - allemaal gemaakt op basis van polymeren.
Polypropyleen wordt als universeel beschouwd. Leidingen gemaakt van dit materiaal worden gebruikt voor het installeren van de pijpleiding, vloerverwarming, ventilatie in het huis. De montagetechnologie vereist geen speciale vaardigheden. Je kunt zelf uitvinden hoe je polypropyleenpijpen zelf in een half uur kunt solderen.


Speciale functies
Polypropyleen is een synthetisch polymeer met hoge fysisch-mechanische eigenschappen. Het is zowel duurzaam, flexibel en bestand tegen negatieve invloeden. Hij is niet bang voor slagen, temperatuurdalingen, chemie. Met dergelijke eigenschappen is het moeilijk te geloven dat polyethyleen het meest nabije familielid van polypropyleen is.
Het materiaal verkregen door de methode van polymerisatie van propyleen. Om sterkte-eigenschappen te hebben, worden katalysatoren aan de grondstoffen toegevoegd. Het product van de chemische reactie van stoffen is wit poeder of gekleurde korrels.


Gegranuleerd of gepoederd polypropyleen wordt aan de productie gevoerd, die plaatsvindt in zes fasen:
- Extruderen. De eerste grondstof gaat de extruder in. In dit apparaat worden de korrels week en worden ze een plastic massa. Om een vaste grondstof in een vluchtige massa te veranderen, wordt deze tot 250 ° C verwarmd. Voor witte buizen worden grondstoffen in zuivere vorm gebruikt. Als u gekleurde producten nodig heeft, voegt u de kleurstoffen van de gewenste tint toe aan de extruder. De toevoeging van pigment heeft geen invloed op de productkwaliteit.
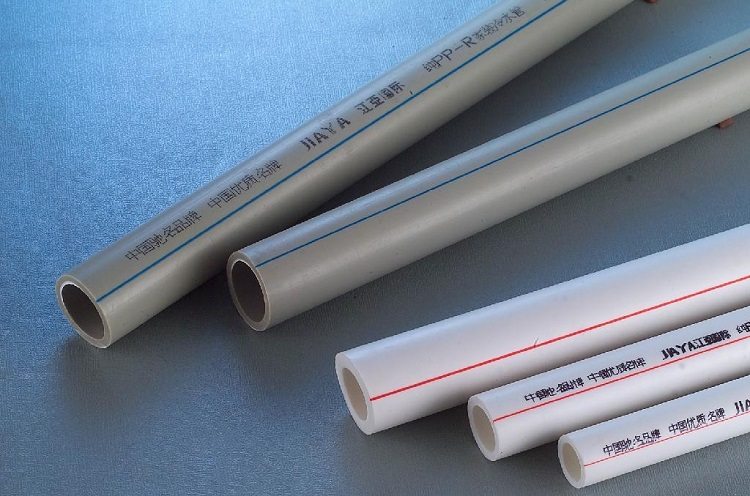
- Molding. In de volgende fase wordt de massa geprofileerd. De extruder "knijpt" pijpspaties uit. Volgens de standaard buisdiameter is 16, 20, 25, 30, 40, 50, 62, 75, 90, 110 mm voor werk in het huis. Gebruik voor ondergrondse werkzaamheden (communicatie leggen) producten met een grote diameter - tot 120 cm.
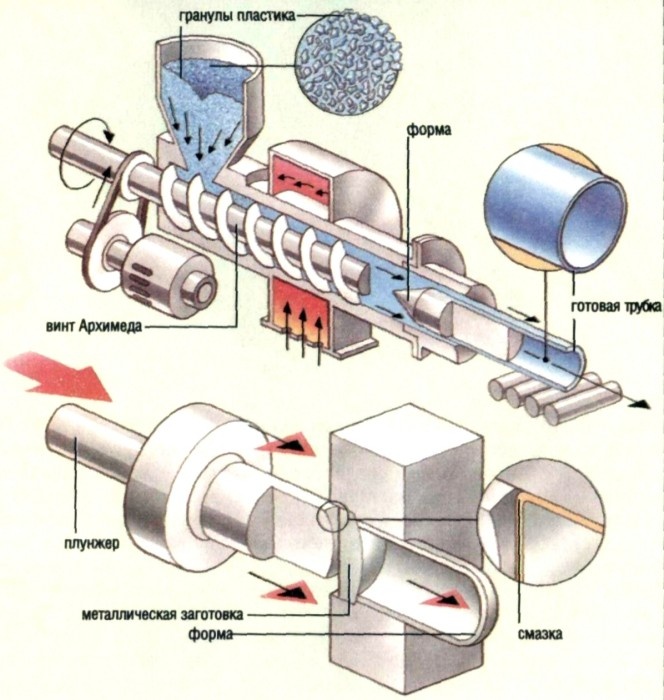

- Verharding. Hete voorvormen worden gekoeld met koud water. Voor dit product wordt ondergedompeld in een koelbad.
- Een beschermende laag aanbrengen. Geharde buizen worden door apparatuur geleid die het product "omhult" in een dunne laag beschermende film. Deze folie film. Het helpt om materialen geschikt te houden voor gebruik na lange opslag. Voor de installatie moet de film worden verwijderd.
- Markering. Basisinformatie wordt op de folie toegepast. Hierop kun je meteen bepalen voor welke werken dit of dat type pijp bedoeld is.
- Splitsen. Dit is de laatste productiefase. De gesneden producten komen naar het magazijn voor verpakking en opslag.



Kleine en gevormde onderdelen van dezelfde grondstoffen (bijvoorbeeld fittingen voor buizen) worden op dezelfde manier geproduceerd. Na de extruder wordt de vloeibare massa in de matrijs gevoerd, waar details van de complexe vorm worden gegoten. Snijden hebben ze niet nodig. Kleine fragmenten worden onmiddellijk door het stuk gemaakt.
De productie van versterkte buizen is iets gecompliceerder. Het impliceert een tussen- of buitenlaag van duurzamere materialen. Deze laag is noodzakelijk om de spanning bij toenemende temperaturen te verminderen.
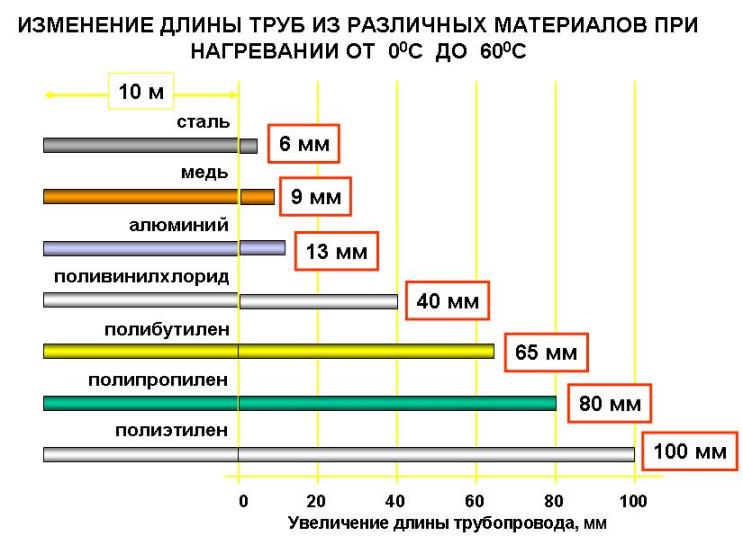
Omdat polypropyleen dicht bij polyethyleen ligt - een uitrekbare en plastische substantie - heeft het ook de eigenschap dat het in omvang toeneemt en afneemt naarmate de temperatuur verandert. Bij laag wordt het materiaal gecomprimeerd, hoog wordt het uitgerekt.

De rekverhouding van polypropyleenmaterialen is aanzienlijk. Aldus kan een pijp met een lengte van 10 m bij een temperatuur van 95-100 ° C zich met 150 mm uitstrekken. Dit is van groot belang voor voorzieningen die onderdelen van propyleen gebruiken.
Rekken is gevaarlijk omdat de buis niet meer zo sterk is als voordat de temperatuur veranderde. Daarom moet dit worden voorkomen in alle systemen waar de maximale verwarmingstemperatuur van het product hoger is dan 90 ° C.
De reikwijdte van polypropyleenbuizen wordt bepaald door hun dikte: hoe dikker ze zijn, hoe sterker. Hoe sterker - hoe groter de mechanische en fysieke stress die ze zullen weerstaan. Hoe "sterker" de buis in bedrijf is, hoe breder het bereik van het gebruik.
Fabrikanten produceren twee soorten producten: dunwandig en dikwandig.

Dunwandige buizen worden overwogen met markeringen PN10 en PN16. PN10 is bestand tegen temperatuurdalingen tot 45 ° C en een druk van niet meer dan 10 atm. Wanddikte - 0,9-1 mm. De omvang van hun toepassing wordt sterk beperkt door technische kenmerken, dus ze zijn de goedkoopste. Breng ze weg van hoge temperaturen.
PN16 is bestand tegen hitte tot 60 ° C en druk tot 16 atm.De wanden zijn veel dikker - 15 mm. Tegelijkertijd heeft dit type pijp een onderscheidende eigenschap waardoor het moeilijk is om het materiaal op veel plaatsen te gebruiken. Dit is een grote uitbreidbaarheid bij temperaturen boven 60 ° C. In bijna alle verwarmingssystemen, waar vaak buizen worden gebruikt, ligt de temperatuur boven deze waarde.
Voor dikwandige zijn alle merken, beginnend met PN20. Dit is een serieus apparaat met dikke, stevige wanden tot 21 mm. Het is universeel voor elk soort werk.


Dikwandige buizen zijn versterkt en niet versterkt.
De versterkende laag bevindt zich in de buis, tussen de lagen propyleen of buiten het product, zoals een schaal. Het beschermt polymeerproducten tegen rekken bij hoge temperaturen.
Gemaakt van verschillende materialen:
- glasvezel;
- folie;
- polyethyleen;
- aluminium.
Leidingen zonder wapening en met glasvezelversterking zijn het gemakkelijkst te installeren. Ze smelten goed en worden zonder obstakels verbonden met fittingen. De verbinding is betrouwbaar.


Buizen met aluminium en folie zijn moeilijker om mee te werken. Als aluminium zich buiten de polypropyleenlaag bevindt, moet het worden bijgesneden tot de volledige breedte van het verbindingsknooppunt. Zonder te strippen is solderen niet mogelijk.Vanwege de aluminiumbescherming is het niet mogelijk om het propyleen te laten smelten en daarom zal er geen kwaliteitsverbinding zijn.
U moet de buis reinigen met een speciaal gereedschap voor pijpen met aluminium versterking. Dit proces is lang en arbeidsintensief, vooral met een grote diameter van het product.


Als de aluminiumlaag zich in de propyleenbuis bevindt, is het reinigen nog moeilijker. Maar het is noodzakelijk. Bij de installatie moeten de binnen- en buitenlagen van propyleen aan elkaar worden gesmolten en aluminium worden "gesoldeerd", zodat er geen water op komt.
Aluminium roest niet, maar als er water tussen de lagen komt, kan de pijp barsten.
Gecombineerde producten en leidingen met een aluminiumplaat in het product zijn het moeilijkst te installeren, maar niet het meest effectief.


Voors en tegens
De voordelen van het materiaal behoorlijk veel:
- Relatief licht gewicht. Polypropyleenbuizen wegen 9 keer minder dan metaal. Ze zijn gemakkelijker te vervoeren en te monteren.
- De prijs van één pijp 4 m - binnen 30-110 roebel.
- Installatie vereist geen professionele vaardigheden. Het is de moeite waard om op reserveonderdelen te werken, maar het zal niet veel tijd kosten.
- Betrouwbare en strakke verbinding van delen van de pijpleiding en elk ander ontwerp.Het wordt geleverd door solderen. De verbindingen worden beschermd tegen water en lekken en zijn net zo sterk als de buis zelf.
- Het materiaal kan worden verwerkt. U kunt rechte en schuine sneden maken, deze in fragmenten snijden van 1 cm breed tot elke gewenste lengte. Dit is handig wanneer leidingen op moeilijk bereikbare plaatsen moeten worden geïnstalleerd.


- Het materiaal voldoet aan de eisen van GOST. Bij de productie van gebruikte materialen die in contact kunnen komen met drinkwater.
- Technische specificaties voldoen aan de vereisten van SNiP voor de installatie van buizen onder verschillende bedrijfsomstandigheden. Stel dat de installatie binnen en buiten (ondergronds) gebeurt.
- Polypropyleen roest niet. In de samenstelling zijn er geen materialen die vatbaar zijn voor corrosieve processen.
- Producten hoeven niet te worden geverfd. Ze hebben al een witte of andere kleur en een semi-mat oppervlak. De kleurstof wordt in de eerste fase van de productie aan de grondstoffen toegevoegd, dus het pigment is stevig gefixeerd. Na 10 jaar dienst heeft het product dezelfde kleur.


- Voor elke taak - zijn eigen oplossing. Als u koud water nodig hebt, is er PN10 voor kokend water - PN25.
- Water stroomt stil door de leidingen. De stilte wordt verzekerd door de dikte en dichtheid van het materiaal.
- Binnen de pijp lijkt geen sediment uit de gelijkstroom van water.
- Levensduur - tot 50 jaar.
- Gebruik zonder afval. Van de overblijfselen van pijpen kun je nuttige en mooie dingen maken voor thuis en in het leven.

Maar er zijn nog steeds nadelen:
- Leidingen zijn onderhevig aan rekken bij hoge temperaturen. Zelfs versterkt.
- Producten kunnen niet worden gebogen. Om de richting van de buis te veranderen (hoek omdraaien, heen en weer), moet u hulpstukken gebruiken.
- Voor solderen zijn speciale gereedschappen nodig.
- Op het oppervlak van de buis kunnen krassen zijn door mechanische schade. Integriteit is niet schadelijk, maar het uiterlijk zal lijden.
- Versterkte buizen vereisen voorbereiding voor het solderen. Alleen producten met glasvezel kunnen direct worden gesoldeerd en aluminium en folie moeten worden schoongemaakt.



Waar aanvragen?
Polypropyleen buizen - een multifunctioneel ding in het huishouden.
Hier zijn enkele van hen:
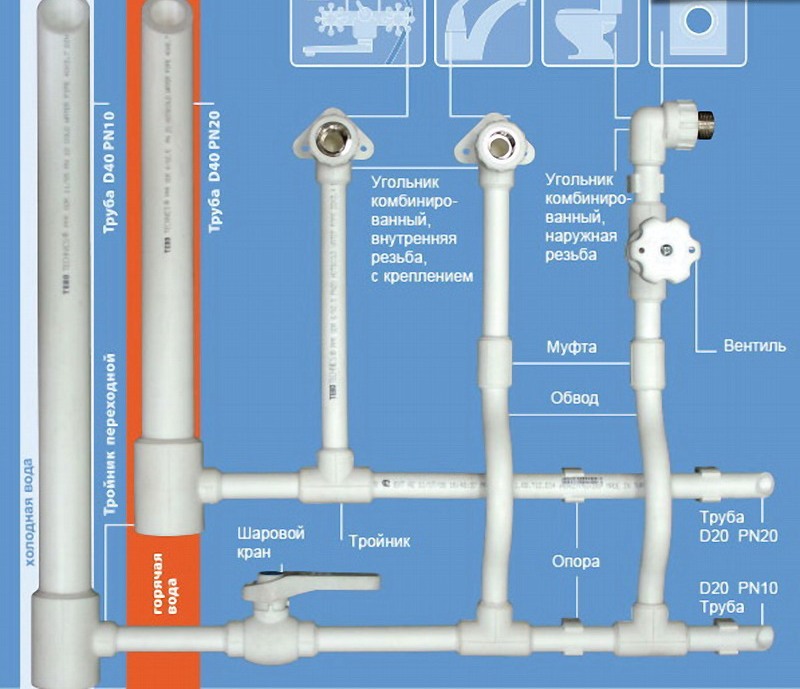
- Sanitair systeem. Voor koudwatervoorziening geschikte onversterkte dunwandige of dikwandige buis. Het is goedkoop, gemakkelijk te installeren, kan het transport van water tot 45 graden verwerken.
- Warm water systeem. Pijpen met het label NP20 of NP25 kunnen veilig kokend water leveren. Propyleen begint alleen bij 170 graden te smelten.


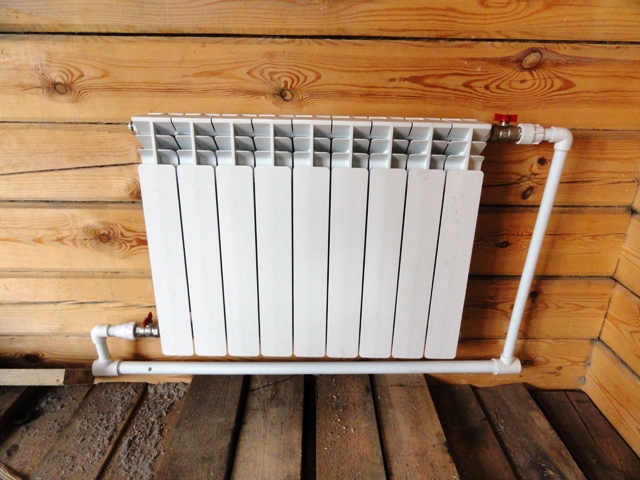
- Gecentraliseerd verwarmingssysteem in het huisje, huis of huisje. Kies hiervoor een pijp met een grote diameter en glasvezel. Ze zijn betrouwbaar en vereisen geen complex strippen. Het solderen van dergelijke leidingen gaat met een knal. De warmtegeleidende verlenging van buizen met glasvezel is 10 keer minder dan zonder - slechts 1,5 cm. Hierdoor buigen de buizen niet en worden ze niet vervormd.
- Water vloerverwarming. Als er te weinig warmte uit de warmwaterleidingen komt, installeer dan een vloerverwarmingssysteem. Het nadeel van een dergelijke vloer is dat het onmogelijk is de buis met een kleine stap te rollen. Plus - in de kosten van het onderhoud van het systeem en zijn levensduur. De levensduur van een met water verwarmde vloer is ongeveer 50 jaar. Tegelijkertijd kan het systeem direct op de vloerbalk worden gemonteerd.

- Hulpsystemen: ventilatie en riolering.
- Het hek in het land. Het beschermt niet tegen ongenode gasten, maar het kan het territorium afbakenen met zijn buren. Op de beschermde voorstedelijke gebieden is een van de eenvoudigste en budgetopties.
- Broeikas of broeikas. De buizen zijn duurzaam en tolereren sneeuwbelasting in de winter. Hiervan is het handig om een eenvoudige kas van 1,5-2 m hoog te monteren.
- Gedifferentieerd bloembed voor tuinplanten.
- Gazebo en tuinmeubilair.Stoelen, open haarden, luifels, draagbare tafels, ligstoelen.





- Huishoudelijke artikelen. Nuttige dingen kunnen worden gemaakt van stukjes pijp voor een hal, een balkon, een garage, een werkplaats, een kinderkamer. Met behulp van tees, koppelingen en pijpfragmenten wordt elk voorwerp met een geometrische vorm geassembleerd - een schoenenrek, een bloemenrek, een kleerhanger, een droger of een prullenbak. Dat alles is genoeg fantasie en resten van materiaal. Het is handig om speelplaatsen, schommels en huizen voor kleine kinderen te verzamelen. Als u een net toevoegt, krijgt u uitstekende poorten voor kindervoetbal.
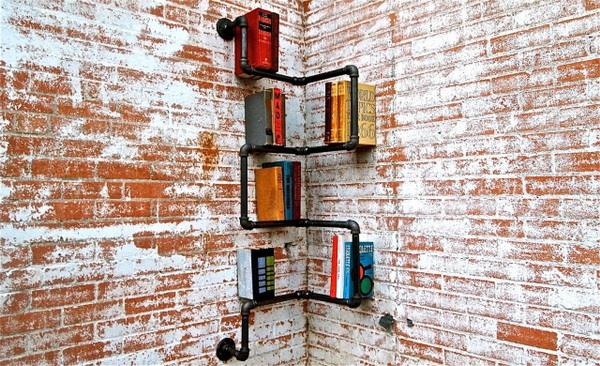
- Elementen van decor. Met behulp van hoeken en adapters kunt u een boekenplank in loft-stijl in elkaar zetten. Korte stukjes van verschillende diameters zullen een fotokader of een spiegel, lampen, bloempotten en vazen gaan maken.


Wat is vereist
Bij het werken met polypropyleen buizen zijn meerdere groepen gereedschappen nodig.
De eerste groep is nodig voor metingen. Het omvat roulette, linialen, markeringen, bouwniveaus. In complexe gevallen is het noodzakelijk om gebruik te maken van wiskundige berekeningen. Bijvoorbeeld bij het gebruik van propyleenleidingen om water te leveren van een bron buiten naar een huis.
Naast teken- en meetgereedschappen heeft u alcohol en katoenen stof nodig. Ze zijn nodig voor het ontvetten van het oppervlak van buizen. Op de ontvette oppervlakteplaatjes legt u beter vast en is het handiger om te solderen.
De tweede groep apparaten is nodig om te snijden. De lengte van één pijp is gemiddeld 4 meter. Hieruit moet je korte fragmenten knippen, aanpassen aan de grootte van de site waar de pijpen worden geïnstalleerd.

Het is niet aan te raden de buis met afvalmateriaal te snijden. Dit is lang, onhandig en de snede wordt van slechte kwaliteit verkregen. De rand "vliegt", het blijkt met bramen. Het moet worden schoongemaakt met schuurpapier of worden gesneden met een dun mes.
Hulpmiddelen voor een enkele snee (kan worden gebruikt om 1-2 fragmenten te knippen, terwijl anderen niet bij de hand waren):
- ijzerzaag;
- decoupeerzagen;
- Saw-Bulgaarse;
- zelfslijpend mes.
Propyleen is zacht, dus deze gereedschappen zullen het werk doen. Als u ze in afwezigheid van anderen moet gebruiken, is het belangrijk om te bedenken dat de snede ongelijk is en dat er chips in de pijp terechtkomen. Deze chip moet worden verwijderd zodat deze niet "loopt" door het watertoevoersysteem of het vloerverwarmingssysteem.



Elektrische apparaten (decoupeerzaag, zaag) vereisen nauwkeurigheid in werking. Het is noodzakelijk om de kracht waarmee de druk op de buis plaatsvindt te regelen en de buis meerdere keren te draaien tijdens het snijden. Dit helpt om de snede recht te maken en niet in een hoek.
Deze hulpmiddelen moeten correct worden gebruikt - knip niet, maar probeer het product op zijn plaats te fixeren en druk het in met een hulpmiddel. In dit geval zal de snede zo dicht mogelijk bij het ideaal liggen en zullen de fiches kleiner zijn. Maar deze methode is alleen geschikt voor dunwandige buizen met een kleine diameter. Met versterkte producten zal het moeten sleutelen.
Gereedschappen voor hoogwaardig pijpsnijden:
- speciale schaar voor kunststofbuizen, waaronder propyleen;
- rollenpijpsnijder;
- elektrische pijpsnijder;
- guillotine pijpsnijder.



Pijpsnijders zijn heel anders dan gewone scharen. Het scherpe mes is slechts aan één zijde gefixeerd. In plaats van de tweede is een brede metalen basis. In de basis is er een groef. De scherpe rand van het blad komt in deze groef terecht bij het snijden van plastic producten. De rand van de buis is gelijkmatig en geschikt voor installatie.
Om met zo'n schaar te werken, heb je alleen maar spierkracht nodig.Om de pijp af te knippen, moet u de armen van de schaar sluiten zodat het blad door het plastic gaat.
Het voordeel van deze schaar is dat ze licht, goedkoop zijn en gemakkelijk van plaats naar plaats kunnen worden verplaatst. Het nadeel is dat de afstand tussen het blad en de basis niet kan worden vergroot. Alleen dunne buizen (tot 45 mm) gaan erin.
Producten met een grote diameter (voor afvalwater, verwarming) kunnen niet handmatig worden gesneden.


Sommige meesters beschouwen ook het nadeel dat de effectiviteit van het instrument direct gerelateerd is aan fysieke inspanning.
De rolpijpsnijder daarentegen is meer gericht op het werken met grote diameters. Uiterlijk lijkt het op een klem. Het snijblad bevindt zich aan het uiteinde van de klem.
Nog gemakkelijker om dit gereedschap voor te stellen, als we de handmatige machine voor rolcontainers herinneren. Het armatuur wordt op de buis geïnstalleerd en met een bout vastgedraaid. Het is belangrijk om niet te slepen, zodat het product niet gaat scheuren. Daarna moet u de hendel van het mes pakken en met de klok mee draaien. Het resultaat is een cirkelvormige snede met een vloeiende rand.
Het voordeel van de tool ligt in handig gebruik en resultaat van hoge kwaliteit. In maat en gewicht is het groter dan een schaar.Door het principe van actie wordt ook geassocieerd met fysieke inspanning.


Elektrische (of batterij) pijpsnijder aangedreven door een elektromotor. Hij gaat snel en moeiteloos de taak aan. De diameter van het product is echter ook beperkt, zoals bij een handmatige schaar.
Guillotine pijpsnijder verwijst naar handgereedschap. Het ontwerp is fundamenteel anders dan scharen en pijpsnijders, en de mogelijkheden zijn iets groter. Ze kunnen buizen met een diameter van 5-35 cm doorsnijden en tegelijkertijd is het niet nodig om de buis met klemmen vast te klemmen. De snede is glad zonder het risico van plastic kraken.
Het wordt niet aanbevolen om de "cirkel-" en lintzagen te gebruiken. Ze zijn gevaarlijk voor de integriteit van de pijp van binnenuit en voor mensen.
De derde groep gereedschappen is handig voor het strippen van pijpen.
Het bevat slechts twee tools, maar ze zijn erg belangrijk:
- Flat skimmers;
- calibrator.



Het doel van de phaser is om de rand en de bovenste laag plastic rond de afgesneden pijp te verwijderen. Dit verbetert de kwaliteit van het solderen.
De bevestigingsmiddelen variëren in diameter. Ze zijn ook mechanisch en automatisch. De tool is niet universeel, dus het is belangrijk om de kenmerken niet te verliezen.
Kalibrator is nodig voor het verwerken van versterkte buizen. Gebruik het om de aluminiumlaag of folie te verwijderen. Hij is ook in staat om bramen en onregelmatigheden in de snede te elimineren. Sommige kalibrators kunnen de functies van een phaser uitvoeren.
Een nuttige functie van de kalibrator is om een perfect ronde vorm terug te brengen naar de cut-off, als de pijp tijdens het snijproces enigszins is gerimpeld.
Het grootste nadeel van deze gereedschappen is dat u voor elke diameter uw eigen kalibrator en faskosimitel nodig hebt.


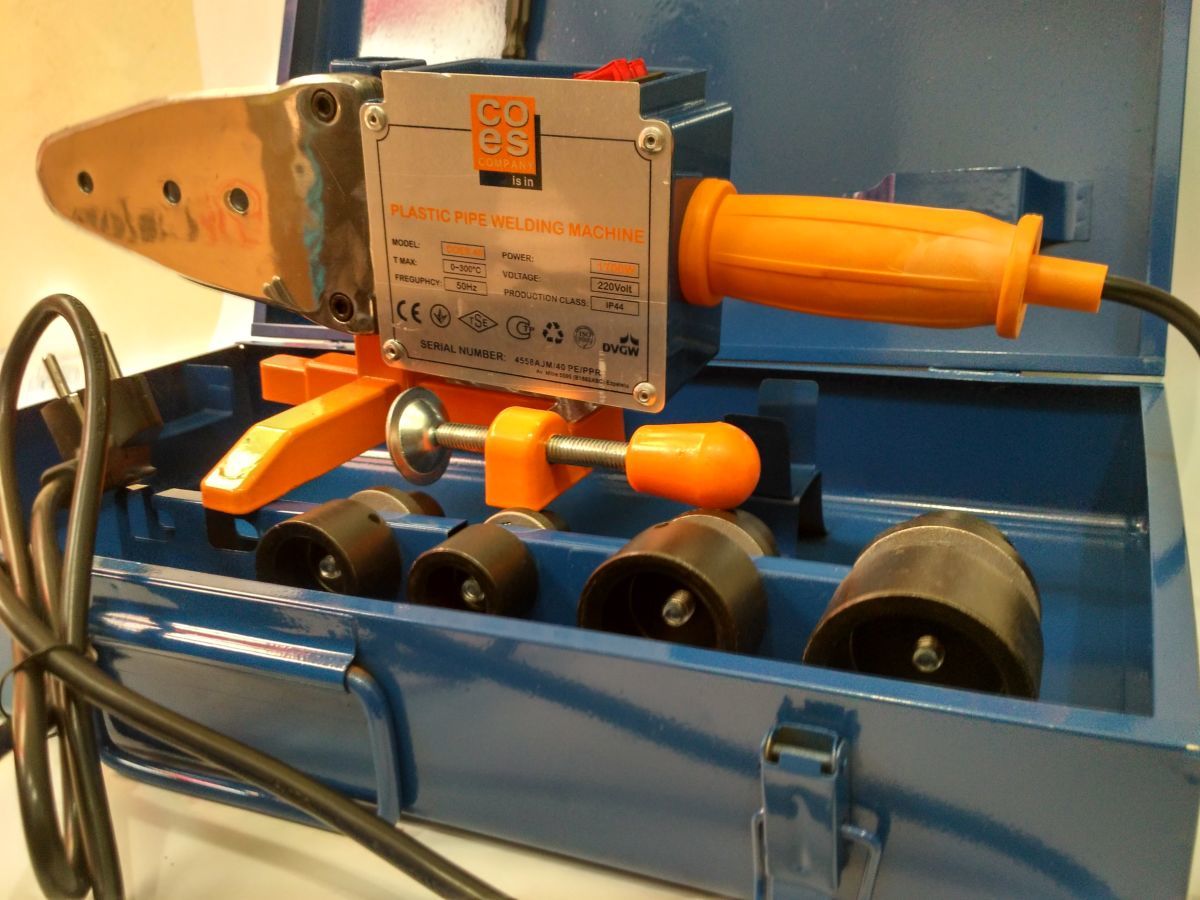
De vierde groep apparaten die nodig is om in feite te solderen. Las- of soldeerbuizen dragen soldeerbout met verwisselbare sproeiers. Werken met dit apparaat vereist voorzichtigheid en veiligheidsmaatregelen.
Omdat de soldeerbout op hoge temperatuur wordt verwarmd, bestaat het risico op brandwonden tijdens het werken. In de boodschappenlijst voor solderen in de eerste plaats moeten een goede strakke handschoenen, bij voorkeur met een hittebestendige coating.
De meegeleverde soldeerbout moet bestaan uit verwisselbare spuitmonden voor buizen van verschillende diameters. Het is mogelijk om een nozzle te vervangen door een sleutelzeshoek.
Een tuimelschakelaar voor temperatuurregeling bevindt zich aan de zijkant of bovenkant van de behuizing. Een handleiding met een gedetailleerde beschrijving van het gereedschap en alle manipulaties die ermee kunnen worden gemaakt, is bevestigd aan elke soldeerbout.

instructie
Over het algemeen lijkt professioneel pijplassen eenvoudig: verwarmd, aangesloten, gefixeerd. Het sleutelwoord is hier voor de professional. Voor beginnende professionals en eenvoudigweg huiselijke hosts bestaat de procedure uit meer stappen. En het is moeilijker om ze uit te voeren.
Er zijn twee manieren om te lassen - end-to-end en naar de socket.
Wanneer de twee delen van de buis stompgewricht zijn, worden geen extra onderdelen gebruikt. De pijp met kleinere diameter wordt ingebracht in het product met grotere diameter. Dit is de gemakkelijkste, maar niet de meest effectieve manier. Het is dus moeilijk om het walsen van buizen aan te sluiten, als het niet alleen in een rechte lijn gaat.
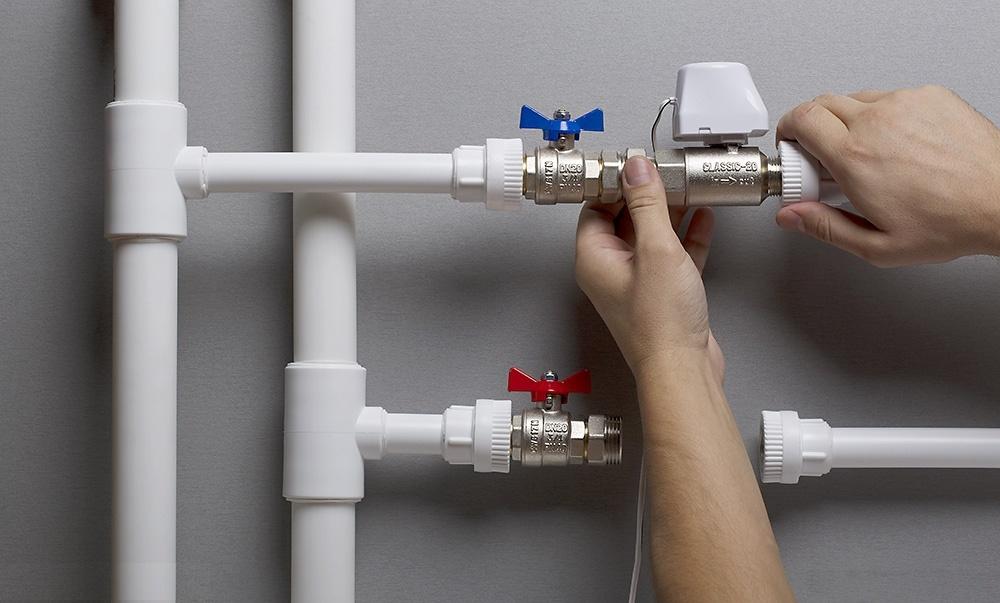
De methode van de socket is veel betrouwbaarder. Het gaat om het aansluiten van onderdelen met behulp van fittingen van verschillende configuraties. Met behulp van hulpstukken kunt u eenvoudig de richting van de pijpleiding veranderen, vertakte en complexe watertoevoersystemen maken.

In beide gevallen is lassen of solderen het koppelen van twee verwarmde onderdelen. Vanwege het feit dat de delen aan beide uiteinden zacht en flexibel zijn voor vervorming, treedt er diffusie op (wederzijdse penetratie van materialen). Er ontstaat een solide verbinding. Volgens zijn kenmerken verschilt de pijpleiding op de kruising niet van de kenmerken van het propyleenproduct in de fabriek.
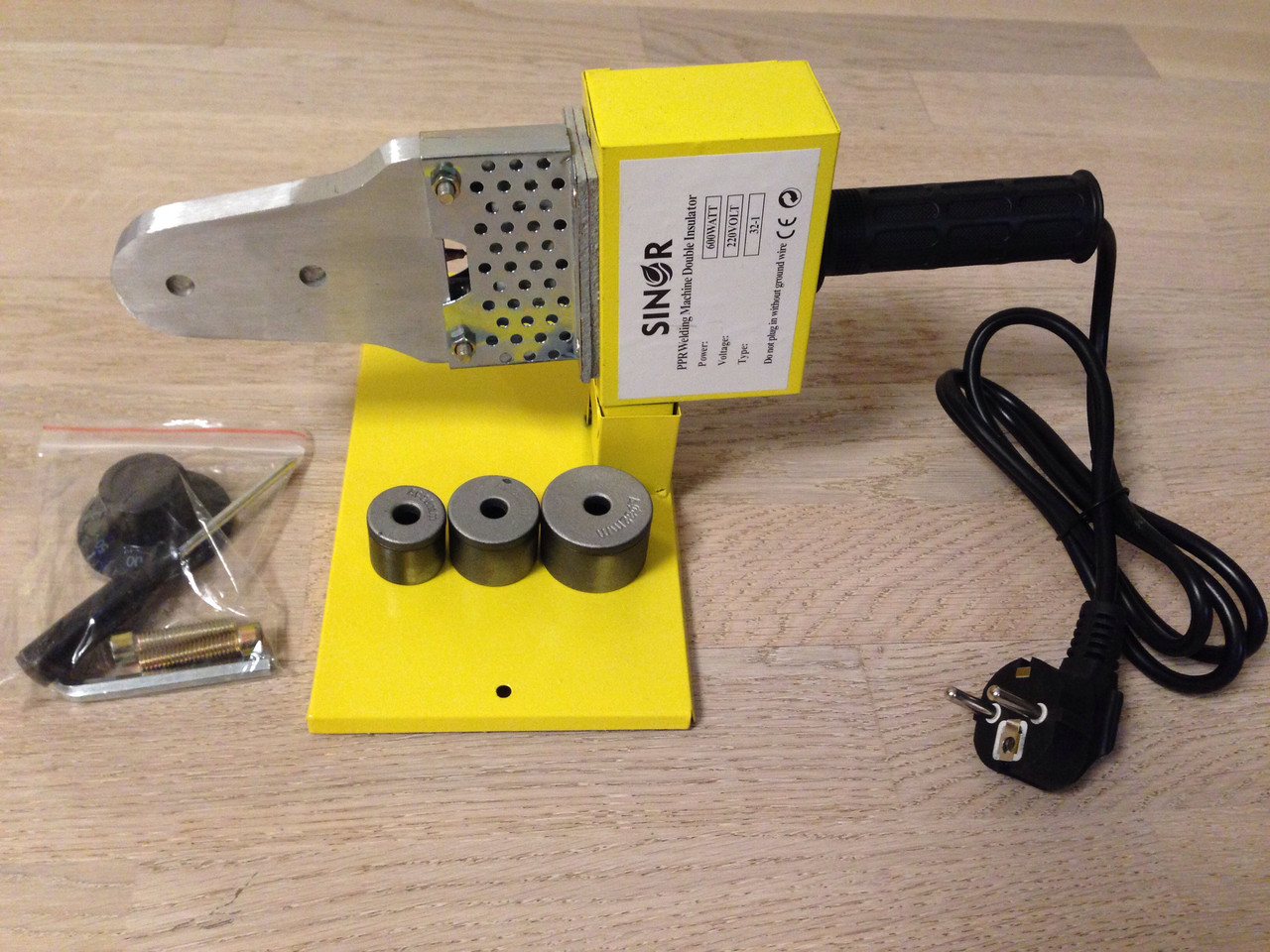
Er zijn veel modellen soldeerbouten voor PP-buizen, maar hun structuur is hetzelfde:
- Housing.Het heeft een stabiel onderste deel, statief en handvat.
- Verwarmingselement De maximale verwarmingstemperatuur is 260 graden. Top heeft een beschermhoes.
- Temperatuurregelaar. Kan mechanisch of elektronisch zijn. Er zijn lichtindicatoren.


- Een set nozzles van verschillende diameters. Een deel van de nozzles is ontworpen voor buizen, deels voor fittingen. Sproeiers hebben een teflon coating. Het biedt een uniforme verwarming van polypropyleen onderdelen en eenvoudige reiniging.
Soorten soldeerbouten verschillen in de vorm van het verwarmingselement of de tip. Er zijn twee soorten populair: "ijzer" en "staaf".
Rodsoldeerbout verscheen eerder. Zijn angel is een cilinder van enkele centimeters in diameter. Op de cilinder zit een vast mondstuk. Aan de ene kant is het aangepast voor het verwarmen van de buis, aan de andere kant - voor de fitting.


De fitting wordt van binnenuit verwarmd. Het wordt bovenop het mondstuk gedragen. De pijp warmt op zijn beurt op naar buiten. Het wordt in het gat van het mondstuk gestoken.
Tijdens het werk van het temperatuureffect kan de bevestiging van de spuitmonden op de staaf "los" worden. Ze moeten draaien, dus de staafsoldeerbout is minder handig dan in de vorm van een strijkijzer.
Het steekijzer vertegenwoordigt een verticale plaat met drie openingen voor de installatie van spuitmonden. De plaatdikte varieert binnen enkele centimeters. Haar "neus" is puntig en over het algemeen lijkt de plaat op een verticaal geplaatste ijzeren zool. Vandaar de naam van dit type angel.

Aan de ene kant zijn de pijpen voor buizen aan de andere kant - voor fittingen. Tijdens het solderen raken ze niet los, wat veel handiger is dan de staaf.
Ook is de breedte van de rand van de linker spuitmond tot de rand van de rechter spuitmond kleiner dan op een soldeerboutstang, dus is het handiger om op moeilijk bereikbare plaatsen te werken.
Een belangrijke rol wordt gespeeld door het aantal spuitmonden met verschillende diameters en de kwaliteit van hun coating. Hoe groter het bereik, des te meer soorten pijpen kunnen worden gebruikt in loodgieterswerk.
In standaard sets van 3 of 4 mondstukken. Voor huishoudelijk gebruik is een soldeerbout voldoende. Maar voor professioneel gebruik in loodgieterswerk moet je nog een paar soorten kopen.

Zelfs bij het kiezen van een soldeerbout moet rekening worden gehouden met het elektrische gereedschap. Om het te kiezen volgens het principe "hoe krachtiger, hoe effectiever" is fout.Een dergelijk hulpmiddel zal alleen energie verspillen en het resultaat van het werk niet verbeteren.
Om een soldeerbout voor specifieke behoeften te selecteren, is er een eenvoudige regel. De diameter van de buis (in millimeters) moet met 10 Watt worden vermenigvuldigd. Het resulterende nummer is het vereiste vermogen. Bij het werken met producten van verschillende diameters en polypropyleen, moet u zich concentreren op de grootste.
De smelttechnologie van PP-buizen is niet moeilijk. Maar er zit een gat in het werken met hen: het is onmogelijk om de kwaliteit van het solderen onmiddellijk te bepalen. Alle onoplettendheid en lekkende verbindingen kunnen alleen worden geïdentificeerd tijdens de werking van de pijpleiding. Daarom is het belangrijk om de nuances van het werk van tevoren te bestuderen en het pijpleidingsysteem op de juiste manier te solderen.


Gedetailleerde instructies voor beginners:
- Veeg de uiteinden van de soldeerbout af met een schone, droge doek.
- Installeer de soldeerbout op een speciale standaard.
- Installeer op de steek twee sproeiers met de gewenste diameter. Nozzles zijn niet op een rij, maar een tegen de ander. De pijp weegt meer dan de fitting, dus het mondstuk ervoor is geïnstalleerd vanaf de zijkant van de werkende hand. Voor rechtshandigen - aan de rechterkant, voor linkshandigen - aan de linkerkant.
- Sluit de soldeerbout aan op een netwerk van 220 volt. Bij het aansluiten is het belangrijk om ervoor te zorgen dat de verwarmingselementen het soldeerboutkoord niet raken.
- Stel het lasapparaat af op een maximale temperatuur van 260 graden.


- Draag hittebestendige handschoenen. Alle fabrikanten van soldeermachines voor PP-buizen geven aan dat het om de veiligheid na te leven verboden is om de hete delen van de soldeerbout aan te raken op onbeschermde delen van het lichaam. Ook moet de soldeerbout geen toegang hebben bij kinderen en dieren.
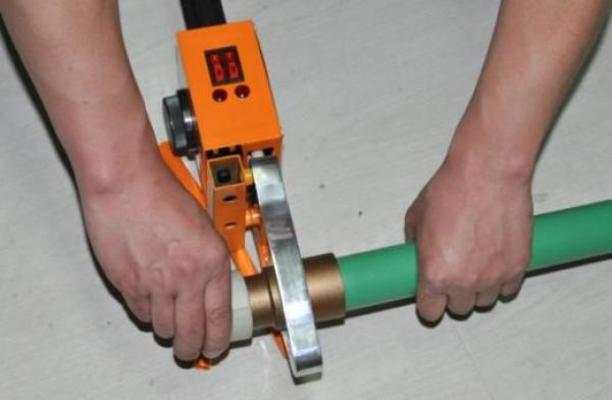
- Verwarm kunststof onderdelen. Tijdens het proces is het belangrijk om de veiligheid van de hoek van het gewricht te bewaken.
- Haal de hete propyleendelen één voor één eruit, verbind ze met elkaar.
- Om het soldeerapparaat op een natuurlijke manier af te koelen. Koel het niet met water of koude lucht. Van dergelijke manipulaties zal het product falen voor de garantieperiode.


Fabrikanten geven geen universele verwarmingstijd aan voor verschillende soorten buizen. Voor dunwandige producten met kleine diameter en dikwandige brede buizen kunnen temperatuur en tijd variëren.
Professionele installateurs bepalen de mate van verwarming door ervaring en op basis van intuïtie. Beginners worden geholpen door de tabel die elke fabrikant in de instructie plaatst. Het houdt rekening met de tijd met de buis, afhankelijk van de diameter en de lengte van de verbindingsnaad.
Tabellen van verschillende fabrikanten kunnen variëren.
De exacte tijd wordt bepaald door de kracht van de soldeerbout en zijn model.


montage
Solderen of lassen van PP-buizen is een integraal onderdeel van het installatieproces. U kunt niet eerst het gehele waterleidingsysteem in één solderen en vervolgens vrij installeren in de daarvoor bestemde ruimte. Sommige gebieden moeten nog steeds op gewicht worden gesoldeerd. Daarom zijn solderen en installeren parallel.
Het werk wordt gefaseerd uitgevoerd.


De eerste fase is organisatorisch.
De organisatie bestaat uit twee belangrijke gebeurtenissen: de materiaalkeuze en het maken van een tekening.
Polypropyleenbuizen moeten voldoen aan hun technische kenmerken van het systeem waarin ze worden gebruikt. Als dit een koudwatersysteem is, kunt u stoppen bij de leidingen PN16. Voor warm moet je tenminste PN20 hebben. Naast de buizen zelf, heeft u verbindingsstukken en houders (lussen) nodig.

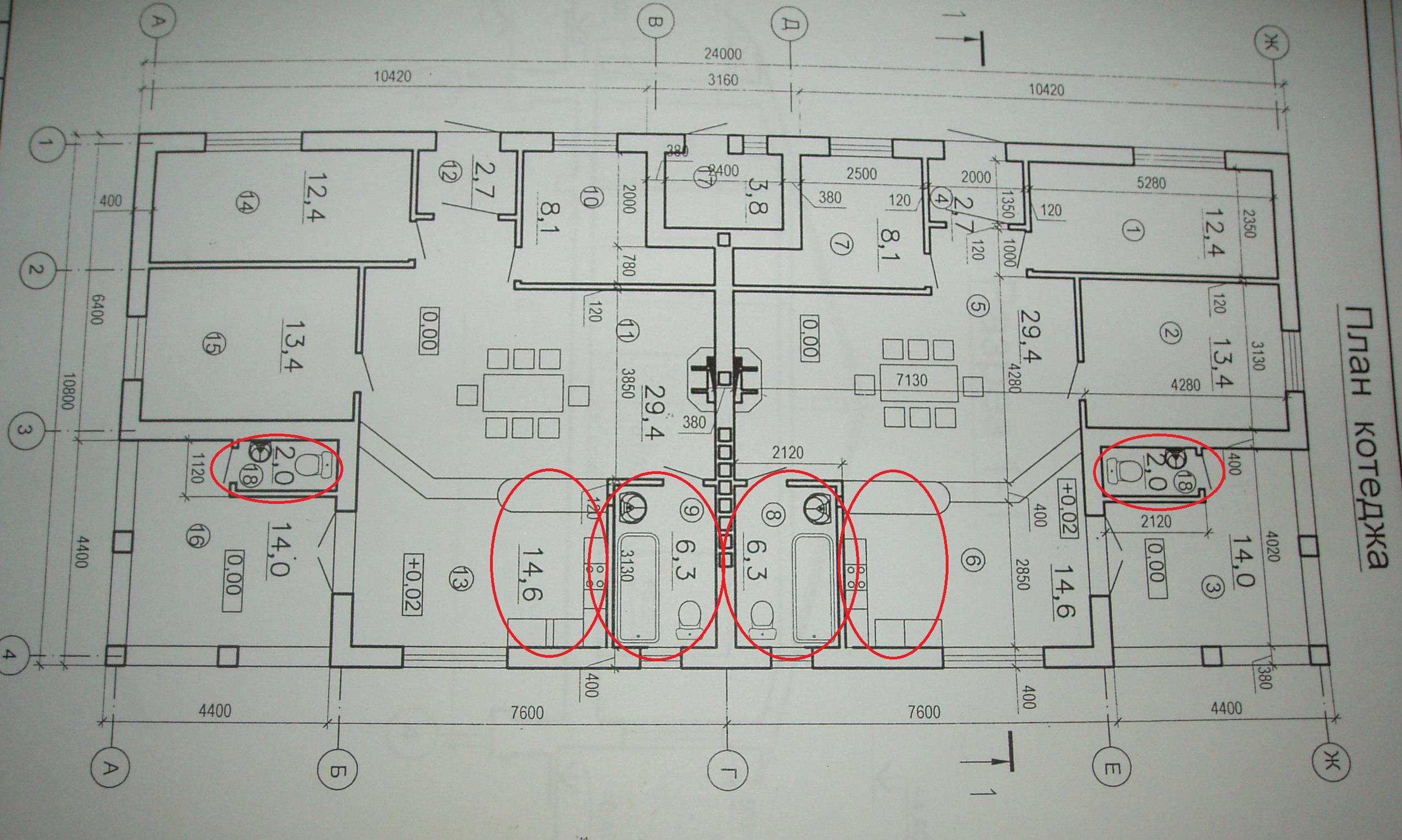
Een tekening is een circuit voor het leggen van een pijpleiding. Het moet alle elementen weerspiegelen, te beginnen met de bron van de watervoorziening en eindigend met de objecten van waterverbruik. Op het schema is het belangrijk om alle delen van het systeem aan te geven die in de grond en in de kamer worden gelegd, op welke diepte ze zullen zijn en op welke hoogte om het water te laten stijgen.Bevestigingsmiddelen moeten voor elke 40-50 cm worden aangebracht. Let ook op de locatie van adapters, takken, koppelingen, kranen, radiatoren.
Sanitair is op twee manieren gemonteerd: open en gesloten. Open gemakkelijker om het zelf te doen. Een beginneling kan het aan. Gesloten omslachtiger en complexer. Het is beter om experts toe te vertrouwen.
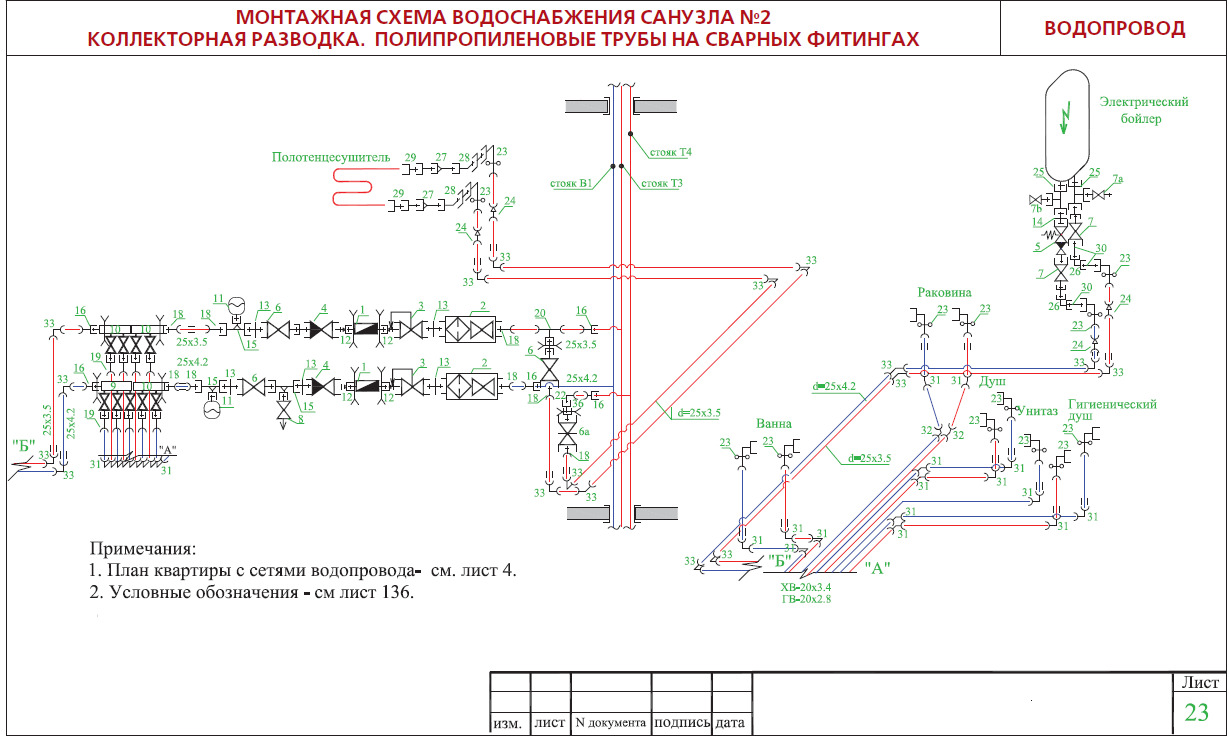
Naast het feit dat de tekening een visuele weergave geeft van de locatie van de buizen, helpt het om de hoeveelheid materialen te berekenen.
Polypropyleen is vrijwel afvalvrij materiaal. Maar niemand is verzekerd tegen fouten wanneer hij voor het eerst met hem samenwerkt, dus u moet materiaal kopen met een kleine marge. 5-10% is genoeg.
Van de resterende leidingen en hulpstukken kunt u altijd nuttige dingen voor het huis maken, dus dit is geen verspilling van geld.


De tweede fase - voorbereidend
Om de installatie snel en eenvoudig te maken, moeten secties worden voorbereid op straat en in de kamer waarlangs de pijpleiding wordt gelegd.
Als sommige van de leidingen in de grond moeten worden geïnstalleerd, wordt er een geul onder gegraven. Om ervoor te zorgen dat ze in de winter niet bevriezen, moet je een put onder het vriesniveau maken. Als extra bescherming wordt aanbevolen om isolatie te gebruiken.Ze draaien de PP-pijp om voordat ze de grond in duiken.
De beste optie voor isolatie is minerale wol of op folie gebaseerde materialen.


In het huis moet je bevestigingsmiddelen langs de pijpleiding installeren. Hun locatie ten opzichte van de horizontale lijn en elkaar wordt bepaald door het constructieniveau. Meest geschikt voor dit laserapparaat. Je moet ook gaten in de muren slaan waardoor de pijpleiding gaat.
Tijdens het voorbereidingsproces is het gemakkelijk om moeilijk bereikbare plaatsen te identificeren voor installatie. Het is belangrijk om van tevoren te bedenken hoe buizen op deze secties het beste kunnen worden geïnstalleerd - gebruik afgewerkte onderdelen die op de tafel zijn gelast, of op gewicht.
De temperatuur van de soldeerbout is hoog om schade aan voorwerpen in de directe omgeving te veroorzaken. Vóór de installatie moet u het pad vrijmaken dat u tijdens de installatie moet verplaatsen om niet tegen obstakels aan te lopen.


De derde fase - analyse van pijplijnsecties door complexiteit
In dit stadium moet u aan het schema werken om het hele installatiepad te omzeilen en op te merken welke elementen van de pijplijn op het bureaublad kunnen worden gemonteerd en die alleen op gewicht kunnen worden gelast.
De resulterende secties moeten in het diagram worden vermeld. Sommigen van hen zijn misschien te kort, zodat ze kunnen worden gecombineerd. Sommige zijn daarentegen te lang. Ze moeten worden uitgerust met een extra bevestiging aan de muur of verdeeld in verschillende delen, zodat de buis niet doorbuigt of uitrekt.
Vierde fase - pijpsnijden
Dunwandige producten zijn goed gesneden met een schaar voor PP-materialen en pijpsnijders. In zeldzame gevallen past een figuurzaag.
Voor dikwandige buizen met versterking van aluminium en folie voor het snijden, moet deze worden gereinigd. Het wordt afgehandeld door een multifunctionele facer of scheerapparaat.
Als er geen speciale gereedschappen waren en de snede ongelijk was, moet deze worden geschuurd. Het is efficiënter om twee soorten schuurpapier te gebruiken - eerst met een grotere korrel en daarna fijnkorrelig.


Bij het snijden van buizen is het belangrijk om te bedenken dat 15-30 mm lengte zal gaan naar de verbindingsnaad. Ze moeten worden toegevoegd aan de lengte van de buis, die wordt toegepast op het leidingschema. Als de fittingen zich aan beide uiteinden van de buis bevinden, moet 15-30 mm twee keer worden toegevoegd.
Overtolligheid kan altijd worden afgekapt, maar het ontbrekende enkele centimeters zal niet werken.Om niet te worden vergist, moet u niet alle elementen van de pijplijn in één keer doorsnijden, inclusief moeilijke secties.
De delen van pijpen die door een soldeerbout worden verwarmd, moeten worden gemarkeerd met een markeerstift.
Het uiteinde van de buis moet het mondstuk tot aan het merkteken binnengaan.


De vijfde fase - lassen (solderen) onderdelen op de desktop
Zoals hierboven vermeld, bestaat in de praktijk de spike van pijpen uit meer stappen dan verwarmen en verbinden.
Om de naad betrouwbaar te maken en het systeem correct te laten werken, moet u stap voor stap solderen:
- Ontvet het mondstuk van de soldeermachine, het binnenoppervlak van de fittingen en de uiteinden van de PP-buizen. Alcohol kan markup wissen gemarkeerd met een marker. Indien nodig kan deze worden bijgewerkt door metingen op de lijn op te geven.
- Installeer de soldeerbout op de standaard. Het moet hittebestendig zijn en het werkoppervlak is vlak en stabiel.
- Draag hittebestendige handschoenen.
- Veilige hulpstukken van geschikte grootte.
- Sluit het gereedschap op het lichtnet aan, stel de temperatuur in op 260 graden.


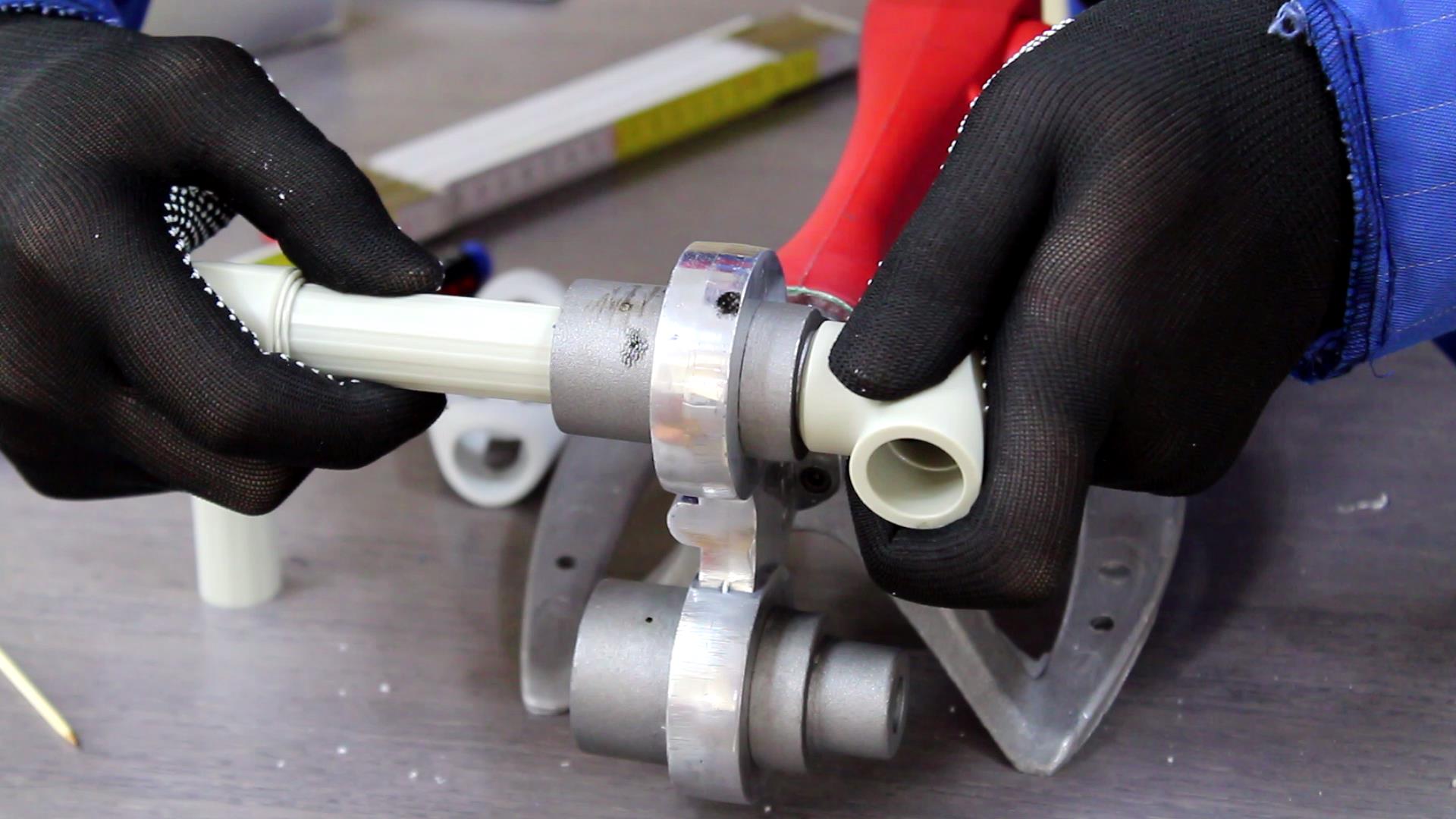
- De fitting wordt op het mondstuk geplaatst en de buis wordt erin gestoken. Dit verwarmt de binnenzijde van het verbindingselement en het buitenste deel van de buis.Het is belangrijk om de aanbevelingen over de verwarmingstijd (in seconden) van de fabrikant in acht te nemen. Hoe groter de diameter van de buis en hoe dikker de muur, hoe langer de tijd. Meestal na 6-8 seconden kunt u al solderen (sluit de onderdelen aan elkaar).
- Verbind de verwarmde delen. Steek de pijp in de fitting, houd deze een paar seconden vast om het diffusieproces te starten en leg het opzij totdat het afkoelt.
- Controleer de verbinding. Dit kan niet eerder dan 2 uur na het lassen worden gedaan. U kunt het onderdeel mechanisch testen op duurzaamheid door de onderdelen met de hand te verplaatsen of er water door te laten. Als de buis niet stroomt en het water goed gaat, slaagt de verbinding.
- Soldeer alle onderdelen die kunnen worden aangesloten op de tafel.


De zesde fase - de pijplijn leggen
In essentie is dit de installatie van alle elementen op de plaatsen die eraan zijn toegewezen. Om sommige van deze te verbinden, zal het proces tijdens het proces gewicht moeten lassen. Dit gebeurt op dezelfde manier als op het werkoppervlak.


Zevende fase - systeemcontrole
Enkele uren na het lassen grijpen de onderdelen vast en koelen ze af. De efficiëntie en betrouwbaarheid van het systeem wordt gecontroleerd door water door leidingen te laten lopen.
Typische fouten
Beginners in sanitair en autodidact, die willen besparen op de diensten van professionele installateurs, maken vaak dezelfde fouten. Op het eerste gezicht zijn dit kleine dingen, maar ze leiden ertoe dat het systeem snel uitvalt.


Wat moet je niet doen als je PP-pipes met je eigen handen installeert:
- Overhaast. Het lassen van PP-buizen vereist enige efficiëntie. Maar dit is alleen van toepassing op de snelheid van de verbinding van onderdelen, terwijl ze nog steeds warm zijn. De rest van de rush heeft negatieve gevolgen. Meestal laten beginnende tovenaars de soldeerbout gewoonweg niet op de gewenste temperatuur komen. Als gevolg hiervan is de "hechting" van onderdelen slecht.
Trage installateurs hebben nog een ander probleem: ze verwarmen de onderdelen op de juiste temperatuur en passen zich daarna lang aan voordat de buis in de fitting wordt gestoken. In deze paar seconden daalt de temperatuur van de producten, en daarmee daalt ook de kwaliteit van de diffusie.


- Vertrouw op de temperatuurmetingen van de thermometer die in de soldeerbout is ingebouwd. Als de apparatuur oud is of van een oneerlijke fabrikant, kan de vereiste 260-270 graden op het scherm verschijnen als gevolg van een storing. De werkelijke temperatuur van de spuitmonden ligt vaak onder deze parameter.Voor de verzekering moet het worden gecontroleerd met een contactthermometer. Het is zo'n apparaat dat niet duur is, en in het huishouden is het niet alleen handig om met een soldeerbout te werken.
- Propyleenproducten oververhitten. Het lijkt misschien voor beginners dat hoe langer het duurt om te verwarmen, hoe beter de verbinding zal zijn. In feite is het dat niet. Als je het plastic te veel laat smelten, is er een instroom in de buis. Het zal de vrije stroming van vloeistof door de pijpleiding hinderen of de buissectie volledig blokkeren.


- Buiten bij koud weer pijpen lassen. Bij lage temperaturen koelen de onderdelen te snel af, net als de verbinding. Ze hebben geen tijd om stevig vast te grijpen.
- Reinig de pijpen en spuitmonden niet van stof en vet. Het heeft ook een negatieve invloed op de kwaliteit van de verbinding.
- De leidingen mogen niet met aluminiumversteviging worden geconfronteerd. De temperatuur en tijd van smelten van aluminium en propyleen zijn verschillend. Hoewel aluminium een corrosiewerend materiaal is, kunnen er pijpen uit lekken.


- Installeer alle pijpleidingelementen op de vloer (tafel, grond) tegelijk. Zo'n constructor kan niet meer volgens het schema worden geïnstalleerd.
- Gebruik dunwandige buizen voor hete leidingen.Ze zijn niet bestand tegen hoge temperaturen, strekken zich uit en breken uiteindelijk.
- Snijd de buis af met een ijzerzaag of decoupeerzaag zonder dat u de snede daarna met schuurlinnen afsnijdt.
- Probeer het proces van koelen van de pijp met koud water of lucht te versnellen.


tips
Het is niet genoeg om geen fouten te maken, het is ook noodzakelijk om rekening te houden met de lassentrucs die professionele installateurs in de loop der jaren hebben ontwikkeld. Conventioneel kunnen ze worden onderverdeeld in 'life hacking' over de keuze van materialen en hulpmiddelen en nuttige tips voor werk.
Hoe een pijp te kiezen:
- Maak het een regel dat dunwandige buizen alleen kunnen worden gebruikt voor koud water en decoratieve producten. Voor het werken met heet water is het de moeite waard alleen de versterkte dikwandige te kiezen. Voor ventilatie hebt u leidingen met het label PHP nodig.
- Producten met glasvezel als versterkende laag zijn universeel. Ze zijn geschikt voor beginners die net een soldeerbout leren gebruiken en tot 50 jaar dienen. Je moet niet worden geleid naar de verhalen van consultants over de beste kwaliteit van buizen met aluminium.


- Het uiterlijk van de pijpen kan ook veel vertellen. Als het product een uniforme kleur heeft, een gelijkmatige ronde snede en gladde wanden binnen en buiten - het is van hoge kwaliteit.Als de kleur vlekken vertoont, is de snede niet rond en zijn de wanden ruw - het product zal tijdens het gebruik kapot gaan.
- Pijp moet ruiken. Alleen pijpen van laagwaardige grondstoffen hebben de kenmerkende scherpe geur van plastic. Het product van hoogwaardig propyleen ruikt bijna niet.
- De pijp moet strak in de fitting komen en alleen in een warme toestand. Als er een opening is tussen de muren op zijn minst een millimeter - dit is een huwelijk.
- Alle componenten moeten bij een fabrikant worden gekocht.

De trucs van lassen en installeren is veel meer. Ze komen met ervaring en elke meester heeft zijn eigen trucjes. Maar er zijn enkele universele tips.
Dus elke meester weet dat de spuitmonden van het soldeerapparaat worden behandeld met een speciale oplossing in productie. Het beschermt het instrument tegen negatieve milieu-invloeden voor gebruik. De beschermende laag verdampt wanneer u de soldeerbout voor het eerst met mondstukken inschakelt. Bij verdamping is er een karakteristieke geur en lichte roet. Daarom moet u het apparaat voor de eerste keer op straat starten en het laten opwarmen tot volledige verdamping. Ga dan pas verder met solderen.
Het tweede geheim betreft de verwerking van pijpen en soldeerbout ontvettingsmiddel. Het is beter om pure alcohol te kiezen.Het verdampt snel en laat geen geur achter in de leidingen, in tegenstelling tot aceton en oplosmiddel.


Als de omgevingstemperatuur bijna nul is, vertraagt u de koeling van de verbinding. Gebruik hiervoor een servet gemaakt van warme stof.
Veeg de onderdelen schoon met een doek die geen dutje doet. In het mondstuk van de soldeerbout gloeit het.
Voor leidingen met dubbele contour (warm water en koude), heeft het de voorkeur om de warme contour boven de koude te plaatsen. Dit veroorzaakt geen condensvorming op de leidingen. Verbindende delen op plaatsen van overgang van horizontaal naar verticaal kunnen slechts onder een hoek van 90 graden staan.
Als u deze aanbevelingen opvolgt, zal de installatie succesvol zijn en de communicatie van polypropyleen buizen zal enkele decennia duren.


Zie de volgende video voor het solderen van polypropyleen buizen.



















